وانادیم (Vanadium) یک عنصر شیمیایی با نماد V و عدد اتمی 23 است. این عنصر یک فلز واسطه سخت، خاکستری-نقره ای و شکل پذیر است. این عنصر به صورت فلز خالص به ندرت در طبیعت یافت می شود. اما پس از جداسازی مصنوعی، تشکیل لایه اکسید (غیرفعال سازی). تا حدودی فلز آزاد را در برابر اکسیداسیون بیشتر مقاوم می کند.
آندرس مانوئل دل ریو با تجزیه و تحلیل یک ماده معدنی جدید حاوی سرب. ترکیبات وانادیم را در مکزیک کشف کرد. که وی آن را «سرب قهوه ای» نامید. اگرچه وی در ابتدا تصور می کرد. که ویژگی های آن به دلیل وجود عنصر جدیدی است. اما بعدها توسط شیمیدان فرانسوی Hippolyte victor collet-Descotils به اشتباه متقاعد شد. که این عنصر فقط کروم است. سپس در سال 1830 نیلز گابریل سفستروم کلریدهای وانادیم را تولید کرد. و ثابت کرد که یک عنصر جدید وجود دارد. و با الهام از نام الهه زیبایی و باروری اسکاندیناوی، وانادیس (فریجا)، نام آن را «وانادیم» گذاشت.
این نامگذاری بر اساس طیف گسترده ای از رنگ های موجود در ترکیبات وانادیم و زیبایی آنها بود. بعدها کانی سرب دل ریو نیز به دلیل محتوای وانادیم آن، وانادینیت نامگذاری شد. در سال 1867 هنری انفیلد روزکو توانست عنصر خالص را بدست آورد.
Vanadium به طور طبیعی در حدود 65 ماده معدنی و در ذخایر سوخت فسیلی وجود دارد. در چین و روسیه از سرباره گدازگری فولاد تولید می شود.
کشورهای دیگر آن را مستقیماً از مگنیتیت، گرد و غبار دودکش روغن سنگین. یا به عنوان محصول جانبی استخراج اورانیوم تولید می کنند. این ماده عمدتاً برای تولید آلیاژهای فولادی خاص مانند فولاد تندبر و برخی از آلیاژهای آلومینیوم استفاده می شود. مهمترین ترکیب صنعتی Vanadium، وانادیم پنتاکسید، به عنوان کاتالیزور برای تولید اسید سولفوریک استفاده می شود. باتری اکسایشی – کاهشی وانادیمی ممکن است. در آینده برای ذخیره انرژی یک کاربرد محسوب شود.
در تعداد کمی از موجودات زنده مقادیر زیادی از یون های وانادیم پیدا شده است. که احتمالاً یک توکسین است. اکسید و برخی نمک های دیگر Vanadiumسمیت متوسطی دارند. به خصوص در اقیانوس، Vanadium توسط برخی از اشکال حیات به عنوان مرکز فعال آنزیم ها استفاده می شود. مانند وانادیم بروموپراکسیداز برخی از جلبک های اقیانوس.
مشخصات وانادیم
وانادیم یک فلز با سختی متوسط، شکل پذیر و به رنگ آبی – فولادی است. رسانای الکتریکی و عایق حرارتی است. برخی منابع، Vanadium را «نرم» توصیف می کنند. شاید به این دلیل که شکل پذیر و انعطاف پذیر بوده و شکننده نیست. وانادیم از اکثر فلزات و فولادها سخت تر است. مقاومت خوبی در برای خوردگی دارد. و در برابر قلیاها و اسیدهای سولفوریک و هیدروکلریک پایدار است. در دمای حدود 630 درجه سلسیوس (933 کلوین) در هوا اکسید می شود. هر چند حتی در دمای اتاق نیز یک لایه غیر فعال بر روی آن شکل می گیرد.
فلز وانادیم از طریق یک فرآیند چند مرحله ای بدست می آید. که با تفت دادن سنگ معدن خرد شده با NaCl یا Na2Co3 در حدود 850 درجه سلسیون شروع می شود. تا به سدیم متاوانادات (NaVO3) تبدیل شود. یک محلول آبی از این عصاره اسیدی می گردد. تا «کیک قرمز» که یک نمک پلی وانادات است، ایجاد گردد. این نمک پلی وانادات توسط فلز کلسیم کاهش داده می شود. در تولید مقیاس کم به عنوان یک روش جایگزین، از هیدروژن یا منیزیم برای کاهش Vanadium پنتاکسید استفاده میشود. بسیاری از روشهای دیگر نیز استفاده می شود. که در همه آنها وانادیوم به عنوان محصول جانبی فرایندهای دیگر تولید می شود. خالص سازی وانادیوم توسط فرآیند میله کریستالی که توسط آنتوان ادوارد ون آرکل و یان هندریک دو بوئر. در سال 1925 توسعه یافته است، امکانپذیر است.
تقریباً 85% وانادیم تولید شده به عنوان فِرو وانادیم .(آلیاژی از آهن و Vanadium. که درصد Vanadium در آن در حدود 35 تا 85 درصد است. و برای افزودن وانادیم به فولاد مذاب استفاده می شود). برای افزودن به فولاد استفاده می شود. افزایش قابل توجه استحکام در فولاد حاوی مقادیر کمی وانادیم در اوایل قرن 20 کشف شد. وانادیم، نیتریدها و کاربیدهای پایدار تشکیل می دهد. و در نتیجه باعث افزایش قابل توجه مقاومت فولاد می شود.
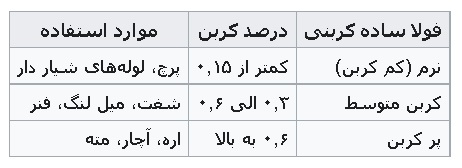
از آن زمان به بعد، فولاد وانادیمی برای ساخت محورها، قاب های دوچرخه. میل لنگ، چرخ دنده ها و سایر اجزای مهم مورد استفاده قرار گرفت. دو گروه از آلیاژهای فولاد وانادیمی وجود دارد. آلیاژهای فولاد پُر کردن وانادیمی حاوی 0.15% تا 0.25% وانادیم هستند. و درصد Vanadium فولادهای تندبر (Hss) %1 تا 5% است. برای فولادهای تندبر می توان سختی بالای HRC 60 را بدست آورد. ازفولاد ابزارها استفاده کرد. آلیاژهای متالورژی پودر حاوی 18% درصد Vanadium هستند. محتوای بالای کاربیدهای وانادیم در این آلیاژها مقاومت در برابر سایش را به میزان قابل توجهی افزایش می دهد. یکی از کاربردهای این آلیاژ ساخت ابزارها و چاقوها است.
آلیاژ یا هم جوشه چیست؟
آلیاژ معمولاً خواصی متفاوت از عناصر تشکیل دهنده خود دارد. بسته به میزان همگنی در اختلاط عناصر، هم جوشه می تواند تک فاز یا جند فازی باشد. هدف از هم جوشه سازی، تغییر و بهبود خواص ماده مانند چقرمگی، استحکام، سختی و و غیره است. ویژگی های فیزیکی هم جوشه با نمودار فازی توصیف می شود.
معمولاً هم جوشه ها بر اساس درصد وزنی عناصر موجودشان گزارش می شوند. بر اساس تعداد عناصر، هم جوشه را دوتایی، سه تایی و غیره می نامند. برای بیان یک هم جوشه مشخص با دامنه متغیر از درصد عناصر، اصطلاح سیستم بکار می رود. مثلاً ، فولاد سیستم آلیاژی دوتایی از آهن و کربن است. که در این سیستم آلیاژی دامنه کربن بین 0.02 تا 2.14 درصد قابل تغییر است.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
آهنگری یا Forging شکل دادن به فلز با استفاده از نیروهای فشاری محلی است. این ضربات معمولاً توسط یک چکش آهنگری با قالب اعمال می شود.
آهنگری
آهنگری یکی از کهنترین روش های فرم دهی فلزات می باشد. که در دوران گذشته فلز مورد نظرشان را تا حد لازم گداخته و سرخ می کردند. و بعد با یک انبر آن را روی سندان نگه می داشتند. و چکش کاری می کردند. تا شکل مورد نظر را پیدا کند. و گاهی فلز گداخته را با چکش کاری در داخل یک قالب شکل می دادند. و فلز گداخته شکل قالب را به خود می گرفت.
فورجینگ اغلب طبق درجه حرارت طبقه بندی می شود. که عبارتند از
آهنگری سرد – Cold Forging (یک نوع کار سرد)
آهنگری گرم – Warm Forging
آهنگری داغ – Hot Forging (یک نوع کار گرم)
برای نوع دوم، فلز به طور معمول در کوره آهنگری داغ می شود.
قطعات فورجینگ می توانند وزن کمتر از یک کیلوگرم تا صدها تن داشته باشند. محصولات سنتی ساخته شده از این فرآیند عبارت بودند از. وسایل آشپزخانه، سخت افزار، ابزار دستی، سلاح های لبه دار، سنج و جواهرات. از زمان انقلاب صنعتی ، قطعات فورجینگ شده در مکانیسم ها و ماشین آلات. به طور گسترده ای مورد استفاده قرار می گیرند. هرجا که یک جزء نیاز به استحکام بالا داشته باشد. چنین آهنگری ها معمولاً نیاز به پرداخت بیشتر (مانند ماشین کاری) برای رسیدن به یک قطعه نهایی دارد. امروزه آهنگری یکی از صنایع عمده جهان است.
نحوه عملکرد فرآیند
در روش آهنگری، قطعۀ اولیه که لقمه نامیده می شود در میان دو نیمۀ قالب قرار می گیرد. و نیرویی زیاد به صورت آرام و گاهی ضربه ای به آن وارد می شود. به این ترتیب قطعۀ گداخته در محیط قالب، شکل و فرم داخل قالب را به خود می گیرد. و فلز اضافی به حفرۀ فلاش وارد می شود که بعداً از قطعه جدا می شود. و دور ریز قطعۀ آهنگری شده محسوب می گردد.
پروسۀ فورجینگ معمولاً به صورت گرم انجام می گیرد و هر فلزی میزان حرارت مشخصی برای فورجینگ شدن دارد. در روش فورجینگ قطعۀ گداخته شده در کوره که به حرارت مشخص رسیده باشد. را در قالب می گذارند که بر اثر فشار، فرم قالب را به خود بگیرد. قطعات فورجینگ شده نسبت به روش های دیگر تولیدی از استحکام و خواص مکانیکی عالی تری برخوردار می باشند. اکثر فلزات، قابلیت آهنگری شدن را دارا هستند. فلزاتی مانند فولادهای آلیاژیو فولادهای کربنی و آلومینیوم و آلیاژهای آن، برنج، مس و آلیاژهای آنها و… برای فورجینگ مناسب می باشند. برای فلزهایی مانند تیتانیوم به دلیل ضعیت بودن در انتقال حرارت، قالب و قطعه باید هم دما باشند. که این خود یک روش فورجینگ جدید به حساب می آید. زیرا مهندسین ناچار هستند قالب و خط تولید مخصوص این نوع از آهنگری طراحی کنند.
فولاد 1645 که به دلیل داشتن درصد کربن بالا، مقاومت و سختی آن بالاست. و مقاوم به استحکاک است -Carbon tool Steels
فولاد 1645
که این دو ویژگی از خواص مثبت آن به شمار می آید. از جمله خواص منفی دمای کاری پایین حداکثر 150 درجه سانتی گراد. احتمال ترک برداشتن و شکسته شدن و ماشین کاری ضعیف به دلیل دارا بودن کربن بالا. (هر چقدر عنصر کربن کمتر باشد، ماشین کاری بهبود می یابد) میتوان نام برد. فولادهای ابزار کربنی به دلیل درصد پایین عناصر آلیاژی از قیمت مناسبی برخوردار هستند.
نام های دیگر فولاد 1645
C105W2
1.1645
RB10
PMH100
K990
POLDI4
SK3
U10-1
AISC1645
کاربرد فولاد 1645
مناسب برای ساخت تیغه های برشی
ابزار سنگ تراشی برای سنگ های تخت
قالب های برجسته کاری تو خالی و توپُر (قابلیت ماشین کاری بهتر نسبت به فولاد 1.1545)
فولادهای ابزار کربنی را با توجه به درصد کربن موجود در آن میتوان به سه گروه فولاد ابزار کربنی تقسیم کرد. فولادهای با کربن کم (سختی پذیری کم) کربن متوسط (استحکاک و سختی پذیری متوسط) و کربن زیاد (سختی بالا) تقسیم بندی کرد که هر کدام مناسب برای ساخت ابزارآلات برای صنایع مختلف می باشند. به طور مختصر می توان به استفاده فولاد ابزار کم کربن در ساخت قطعات مهندسی، ساختمان کشتی و راه آهن (با قابلیت جوش پذیری عالی).
فولاد ابزار کربن متوسط برای ساخت قطعات و اجزاء در صنایع، راه آهن، ماشین آلات و دستگاههای صنایع حمل و نقل. و از فولاد ابزار پر کربن برای ساخت قطعاتی که نیاز به مقاومت سایشی خوب دارند. مثل غلطک ها، ابزار آلات، ماشین آلات صنعتی اشاره نمود. علاوه بر موارد مذکور از فولادهای ابزار کربنی برای ساخت قطعاتی نظیر ابزار دستی. ابزارآلات کشاورزی، آچار پیچ مهره، مهره، چکش، پیچ گوشتی، آچار فرانسه، قالب های برش و پانچ سرد. قالب های برجسته کاری تو پُر و تو خالی و سایر ابزار آلات ساده استفاده کرد.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
فولاد 1248 -spring steel-میلگرد ck75-1248-1078-تسمه فولادی.-قیمت تسمه فولادی-فروش فولاد از دسته فولادهای آلیاژی فنر بوده که با نام های فولاد 1.1248. در استاندارد DIN آلمان و فولاد 1078 در میان فولادها و در صنعت معروف می باشند. فولاد تنش تسلیم بالا-فولاد کربنی-فولاد سخت کار
خصوصیت: استحکام خیلی خوب، سخت پذیری متوسط، خاصیت الاستیسیته خوب، مقاوم در برابر سایش و مقاوم در برابر خوردگی
کاربرد: تسمه های فولادی نورد شده سرد برای فنرهای با اندازه دقیق و کیفیت سطحی خیلی خوب
دمای پیش گرم: 150 الی 200 درجه سانتی گراد
الکترود جوشکاری: E7028-OK38:48
Heat Treatment °C
Forging: 850-1050
Annealing: 650-690
Hardening: 810-840
Quenching: Oil
فولاد 1248
وجود سیلیسوم باعث خاصیت الاستیسیته میشود و همچنین نیکل موجود در آن باعث میشود این فولاد ضد سایش خوبی باشد. عنصر کروم مقاومت به خوردگی را در این فولاد افزایش می دهد. فولاد ck75 دارای سختی پذیری متوسط استحکام و الاستیسیته ی بالا است. فولاد ck75 دارای معایبی است که میتوان به خطر ترک خوردگی آن اشاره کرد.از کاربردهای فولاد ck75 می توان به استفاده از آنها. در نوارهای فولادی نورد سرد شده. برای فنرهای با دقت ابعادی و سطوح با کیفیت بالا اشاره کرد.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
که فولاد کربنی، نوعی فولاد است که حداکثر درصد وزنی کربن ان 2.1% است. طبق تعریف مؤسسه آهن و فولاد آمریکا، AISI، زمانی به فولاد را فولاد کربنی می گویند که:
هیچ حداقل مقداری برای عناصر کروم، کبالت، مولیبدن، نیکل، نیوبیوم، تیتانیوم، تنگستن، وانادیوم، زیرکونیم مشخص نشده باشد.
حداقل میزان مس مشخص از 0.4 درصد جرمی بیشتر نباشد.
یا حداکثر درصد جرمی عناصر مورد بیان از این مقادیر بیشتر نباشد. منگنز 1.65 درصد، سیلیکن 0.6 درصد، مس 0.6 درصد.
ممکن است از واژه (فولاد کربنی) برای تفکیک قائل شدن با (فولاد زنگ نزن) استفاده گردد. در این حالت منظور از فولاد کربنی می تواند شامل فولادهای آلیاژی نیز شود.
با افزایش درصد کربن در فولادها، امکان سختکاری و افزایش استحکام آن نیز از طریق عملیات حرارتی افزایش می یابد. ولی از طرفی این کار باعث کاهش شکل پذیری آن می شود. جدای از عملیات حرارتی، افزایش درصد کربن باعث کاهش خاصیت جوشکاری فولادها می شود. در فولادهای کربنی هر چه درصد کربن افزایش یابد، دمای ذوب فولاد کاهش می یابد.
فولاد 1248
انواع فولاد کربنی
چگالی (دانسیته) فولادهای متوسط تقریباً برابر با 7.85 گرم بر سانتیمتر مکعب (kg/m3 7850) می باشد.
با اضافه کردن بعضی عناصر به آهن، آلیاژهایی تولید می شود. که خواص بسیار عالی دارند. برای نمونه با اضافه نمودن کروم به آهن، فولاد ضد زنگ تولید می شود. که در مقابل خوردگی های مختلف مقاومت بسیاری دارد.
استیل زمانی ضد زنگ است که حداقل 10.5% کروم داشته باشد. کروم پس از ترکیب با اکسیژن هوا اکسید کروم درست می کند. که لایه روی استنلس استیل به وجود می آورد. این لایه قابل دید نیست اما باعث می شود. ارتباط بین هوا و فلز از بین برود و استیل سالم بماند. مقدار زیادتری از کروم و نیز برخی دیگر از عناصر موجود در آلیاژ. مانند نیکل و مولیبدن این لایه را تقویت کرده و خصوصیت ضد زنگ بودن را افزایش می دهد.
لوله های استنلس استیل در آلیاژهای مختلف موجود می باشد 304-316-321-310 برای کارهای مختلف کارایی دارند. بعضی از استیلها در دمای بالا مورد استفاده قرار می گیرند. همانند استیل 321 و استیل 310 و تعدادی از لوله ها. هم در صنایع شیمیایی و صنعتی و غذایی مورد استفاده قرار می گیرند. همانند لوله استیل 304 و لوله استیل 316 با آلیاژهای متفاوت.
در متالورژی، فولاد زنگ نزن یا فولاد ضد زنگ یا استنلس استیل (Stainless Steel) که Inox نیز می نامند. آلیاژی از فولاد می باشد، که اصلی ترین عناصر تشکیل دهنده آن آهن، کروم و نیکل است. که حداقل درصد جرمی کروم در آن 10.5 درصد و حداکثر درصد جرمی کربن آن 1.2 درصد می باشد.
فولادهای زنگ نزن به دلیل ویژگی غیر فعال شدن خود می توانند. مقاومت بسیار خوبی در برابر خوردگی از خود نشان دهند. این فولادها به دلیل شکل گیری یک لایه غیر فعال بر روی سطح شان . که به شدت به ماده زیرین پیوند خورده است. و از تماس بیشتر ماده به محیط اطراف جلوگیری می کند، چنین ویژگی ای دارند. برای اینکه این پدیده غیر فعال سازی بطور پایدار در فولاد اتفاق بیفتد نیاز است. که حداقل 10.5 درصد از ماده را کروم تشکیل دهد.
با داشتن چنین سطحی از کروم حتی اگر خراشی بر روی سطح فولاد ایجاد شود. و این لایه از میان برود فولاد می تواند خودش را ترمیم کند. و اگر گرید به درستی برای محیط کاری انتخاب شده باشد این لایه غیر فعال دوباره شکل می گیرد. در غیر این صورت شکست غیر فعالی رخ می دهد و فولاد زنگ نزن، زنگ رده و خورده می شود.
فولادهای زنگ نزن به خاطر مقاومت در برابر خوردگی خود بسیار مورد توجه هستند. که این ویژگی با افزایش میزان کروم افزایش می یابد. افزودن عنصر مولیبدن باعث افزایش مقاومت به خوردگی فولادهای زنگ نزن. در مقابل اسیدهای کاهنده و در برابر خوردگی در محلول های کلرایدی می شود. به همین دلیل، انواع مختلفی از فولاد زنگ نزن با میزان مختلف کروم و مولیبدن. برای مطابقت با محیطی که آلیاژ باید تحمل کند وجود دارد. مقاومت فولاد زنگ نزن به خوردگی و زنگ زدگی، نیاز به نگهداری کم و درخشش بالا. آن را تبدیل به یک ماده ایدئال برای بسیاری از کاربردها. که در آن هم نیاز به استحکام بالا و هم نیاز به مقاومت به خوردگی بالا است کرده است.
فولاد زنگ نزن به شکل ورق، صفحه، میله، سیم و لوله ساخته می شود. و در وسایل آشپزخانه، کارد و چنگال، ابزارهای جراحی، لوازم خانگی بزرگ، مصالح ساختمانی. تجهیزات صنعتی (بطور مثال در کارخانجات کاغذ سازی. کارخانه های شیمیایی، تصفیه خانه آب).و مخازن ذخیره آب و مخازن مواد شیمیایی و محصولات غذایی. (بعنوان مثال: تانکرهای مواد شیمیایی و تانکرهای کامیونی) استفاده گردد.
مقاومت خوب در برابر خوردگی، راحتی تمیز و استریل نمودن با بخار و عدم نیاز به پوشش دادن سطحی. استفاده از فولاد زنگ نزن را در آشپزخانه های تجاری و صنعتی متداول کرده است.
ارزش بازار جهانی فولاد زنگ نزن در سال 2019 معادل 111.4 میلیارد دلار ارزیابی شده. و پیش بینی می شود تا سال 2027 با 6.3%. نرخ رشد مرکب سالانه این مقدار به 182.1 میلیارد دلار برسد. کشور چین بزرگترین تولید کننده و مصرف کننده محصولات فولاد زنگ نزن در جهان است. که دلیل آن صنایع رو به رشدی مانند: خودرو، ساخت و ساز و کالاهای مصرفی است. شرکت های اصلی تولید کننده فولاد زنگ نزن. در جهان عبارتند از: آسرینوکس، اپیرام، آرسلور میتال، بائواستیل، جیندال استیل، نیپون استیل. اوتوکومپو، پوسکو، تیسن کروب استیل و یی یونایتد استیل کورب.
اختراع فولاد زنگ زن در پی اکتشافات مختلفی اتفاق افتاد. نخستین واقعه معرفی عنصر کروم توسط ولی – نیکلاس ووکلین به آکادمی فرانسه در سال 1789 بود. در اوایل دهه ی 1800، جیمز استودارت، مایکل فارادی و رابرت مالت مقاومت آلیاژهای آهن – کروم (فولاد های کرومی). را در برابر عوامل اکسید کننده مشاهده کردند.
رابرت بونسن مقاومت کروم در برابر اسیدهای قوی را کشف کرد. مقاومت در برابر خوردگی آلیاژهای آهن – کروم احتمالاً نخستین بار در سال 1821. توسط پیر برتیر، که مقاومت آنها را در برابر حمله برخی از اسیدها نشان داد. و استفاده از آنها را در کارد و چنگال پیشنهاد کرد، تشخیص داده شد.
در دهه 1840، هم فولادسازان شفیلد و هم کروب در حال تولید فولاد کرومی بودند. و کروب این گروه از فولادهای کرومی را در دهه 1850 برای ساخت توپ های جنگی استفاده می کرد. در سال 1861، رابرت فرستر موشه حق ثبت اختراع فولاد کرومی را اخذ کرد.
در اواخر دهه 1890، شیمی دان آلمانی هانس گلدشمیت فرآیند آلومینوترمی (ترمیت). را برای تولید کروم عاری از کربن توسعه داد. میان سالهای 1904 و 1911، چندین محقق به ویژه لئون گیلت از فرانسه. آلیاژهایی تهیه کردند که امروزه فولاد زنگ نزن به حساب می آیند.
در سال 1908، فردریش کروب ژرمنیاوفت قایق بادبانی 366 تنی هاف مون. را که دارای یک بدنه استیل کروم – نیکل بود، در آلمان ساخت. در سال 1911، فیلیپ مونارتز در مورد رابطه میان درصد کروم و مقاومت در برابر خوردگی گزارشی ارائه داد. در 17 اکتبر 1912، مهندسان کروپ، بنو اشتراوس و ادوارد ماورر، فولاد زنگ نزن آستنیتی. را به عنوان Nirosta ثبت اختراع کردند.
تحولات مشابهی در ایالات متحده اتفاق می افتاد. جایی که کریستین دانتزیزن و فردریک بکت در حال تولید فولاد زنگ نزن فریتی بودند.در سال 1912، الوود هاینز درخواست ثبت اختراع ایالات متحده. در مورد آلیاژ فولاد زنگ نزن مارتنزیتی را که تا سال 1919 به وی اعطا نشده بود، داد.
هری بریرلی از آزمایشگاه پژوهشی Brown-Firth در شفیلد انگلیس، در سال 1912. در پی کشف آلیاژی مقاوم در برابر خوردگی برای لوله های اسلحه. آلیاژ فولاد زنگ نزنن مارتنزیتی را کشف و سپس صنعتی کرد. این کشف دو سال بعد در مقاله روزنامه ژانویه 1915 در نیویورک تایمز اعلام شد.
چندین سال بعد این فلز با مارک Staybrite توسط فیرث ویکرز در انگلیس به بازار عرضه شد. و در سال 1929 برای سایبان ورودی جدید هتل ساووی لندن استفاده شد.
برخی از پیشرفت های عمده فناوری در دهه 1950 و 1960. که اجازه تولید تناژهای بزرگ با هزینه مقرون به صرفه را داد، عبارتند از:
فرایند AOD (کربن زدایی اکسیژن آرگون) برای حذف کربن و گوگرد
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
تشکیل لایۀ کاربید کروم بر روی سطح فولاد 1020 AISI کربن. مورد قرار گیری با استفاده از روش نفوذ فعال حرارتی (TRD) و بررسی سینتیک آن
فولاد 1020
خصوصیات لایه کاربیدی که بر روی فلزات و آلیاژها از طریق روش نفوذ فعال حرارتی (TRD) به وجود می آید. شامل مقاومت به سایش، اکسیداسیون، خوردگی و نیز افزایش سختی سطح آنها می باشد. در تحقیق حاضر، سینتیک تشکیل لایه کاربید کروم بر روی فولاد AISI 1020 کربن می دهند که با استفاده از روش حمام نمک مذاب. در دمای 900، 1000 و 1100ºC به مدت 3 تا 9 ساعت مورد مطالعه قرار گرفت.
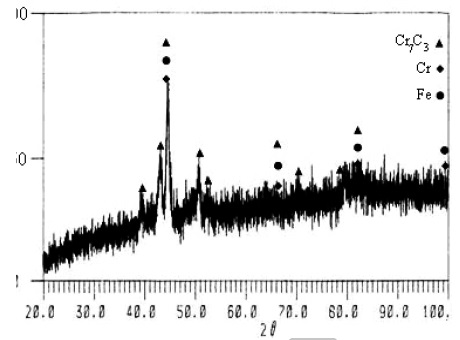
با استفاده از آنالیز پراش اشعه ایکس (XRD)، حضور فاز Cr7C3 بر روی سطح فولاد تأیید شد. نتایج حاصل از مشاهدات سطح مقطع نمونه ها. با استفاده از تصاویر حاصل از میکروسکوپ های نوری و الکترونی روبشی (SEM)، نشان داد. که یک لایه کاربید کروم پیوسته و نسبتاً یکنواخت بر روی سطح فولاد متشکل است. میکروسختی سطح فولاد پوشش داده شده در محدوده 1321-530 ویکرز (با نیروی 200 گرم) به دست آمد.
بررسی سینتیکی لایه کاربیدی نشان داد. که یک رابطه سهمی شکل بین ضخامت لایه کاربیدی و زمان غوطه وری نمون ها در حمام نمک مذاب وجود دارد. همچنین بر این، انرژی فعال سازی لازم برای این فرآیند برابر با Kj/mol 97/78 حاصل شد. برای پیش بینی ضخامت لایۀ کاربیدی و میکروسختی سطح فولاد از طریق پارامترهاهی فرآیند، نمودارهای ایزوضخامت و ایزوسختی پیشنهاد گردید. همچنین امکان استفاده از یک سری روابط ریاضی برای پیش بینی ضخامت لایه کاربیدی و میکروسختی سطح بررسی گردید.
امروزه فرآیندهای تولید برای بهبود کارآیی قطعات صنعتی با سرعت بالایی در حال پیشرفت می باشند. به نحوی که این قطعات دارای پایداری ابعادی مناسب، استحکام مکانیکی زیاد، به همراه خواص سایشی و خوردگی عالی باشند. یکی از روش های دستیابی به این خواسته ها ایجاد یک لایه سخت و مقاوم به سایش و خوردگی. بر روی یک ماده با استحکام کافی می باشد. در سه دهه اخیر، به اثبات رسید که ایجاد پوشش های سرامیکی، مؤثرترین روش برای افزایش عمر و مقاومت ابزار برش. و دیگر اجزای ماشین آلات در مقابل سایش و خوردگی می باشد. این پوشش ها شامل نیتریدها، کاربیدها و کاربونیتریدهای فلزات انتقالی هستند.
برای تولید چنین پوشش هایی از فرآیندهای متفاوتی استفاده می شود. دو مورد از این فرآیندها شامل فرآیندهای رسوب شیمیایی بخار و رسوب فیزیکی بخار می باشند. که به صورت گسترده در صنعت مورد استفاده قرار می گیرند. فرآیند سوم، روش نفوذ فعال حرارتی (Thermal Reactive Diffusion) می باشد. که برای تهیه پوشش های کاربیدی، نیتریدی و یا کاربونیتریدی بر روی مواد مورد استفاده قرار می گیرد. در این روش نحوه تشکیل پوشش به این صورت است که عناصر تشکیل دهنده کاربید از جمله کروم، وانادیم، نایوبیم و … از بیرون برای قطعه تأمین می شود.
این عناصر با کربن یا نیتروژن موجود در قطعه وارد واکنش می شوند. تا لایه ای سخت از جنس کاربید، نیترید و یا کاربونیترید بر روی سطح قطعه تشکیل گردد. چنانچه قطعه، کربن یا نیتروژن کافی برای تشکیل کاربید و یا نیترید را نداشته باشد. (این مقدار برای کربن حدود 0/3 درصد وزنی ذکر شده است). قطعه قبل از این که تحت روش نفوذ فعال حرارتی قرار بگیرد بایستی تحت عملیات کربن دهی و یا نیتروژن دهی قرار گیرد.
امروزه از پوشش های حاوی کروم برای افزایش سختی سطوح فلزات و آلیاژها و همچنین مقاومت به سایش و خوردگی آنها استفاده می گردد. از میان این پوشش ها، پوشش های نفوذی کروم که از طریق روش نفوذ فعال حرارتی (حمام نمک مذاب) به وجود می آیند. دارای اهمیت خاصی می باشند.
تشکیل لایه بین فلزی بر روی سطح فلزات و آلیاژها در حمام مذاب از قوانین نفوذ و واکنش (reaction and diffusion laws) تبعیت می کند. تلاش های مختلفی برای کم کردن این پدیده و یا به عبارتی تخمین ضخامت لایه سخت. با گذشت زمان و همچنین تغییر دما صورت گرفته است. این تلاش ها نشان می دهد که رشد لایه بین فلزی (از جمله کاربید کروم) را رابطه سینتیکی:
d=k’ . t n
پیروی می کند. در این رابطه d ضخامت لایه بین فلزی، t زمان فرایند، ‘k و n به ترتیب ثابت رشد و نمای سینتیکی می باشند. در رابطه مورد بیان، چنانچه n نزدیک به 0/5 باشد (قانون کلاسیک سینتیک) آنگاه رشد لایه توسط نفوذ و چنانچه نزدیک به 1 باشد. آن گاه رشد لایه توسط واکنش بین اجزاءف کنترل می شود. افزون بر این، در برخی از تحقیقات برای پیش بینی ضخامت لایه. بین فلزی که تشکیل گردید با توجه به دما و زمان غوطه وری در حمام. علاوه بر تئوری سینتیک، از روابط ریاضی دیگری نیز به کارگیری شد.
در ضمن در بعضی از این تحقیقات نیز از نمودارهای مرسوم به نمودارهای ایزو-ضخامت (isothickness). و ایزو میکروسختی (isomicrohardness) که از اطلاعات تجربی به دست می آیند، بکارگیری و گزارش گردیدند. بر اساس این روابط ریاضی و نمودارها می توان ضخامت لایه پوشش (کاربید کروم) و میکروسختی سطح نمودارها را در دماها. و زمان هایی به غیر از زمان و دمای پوشش دهی مورد آزمایش، به دست آورد. این روابط ریاضی و نمودارها بر خلاف رابطه سینتیکی که بیان شد. مفهوم فیزیکی نداشته و صرفاً ابزارهایی برای تخمین مقادیر ضخامت پوشش کاربید کروم و همچنین میکروسختی سطح نمونه ها می باشند.
سینتیک تشکیل و رشد پشش کاربید کروم بر روی فولاد AISI D2. و نیز پوشش نیترید تیتانیم بر روی فولاد AISI 1020 با استفاده از فرآیند سمانتاسیون پودری. به ترتیب توسط S.sen و U.sen مورد بررسی قرار گرفت. و انرژی فعال سازی آنها به ترتیب 278 و kj/mol 187 محاسبه گردید.
هدف تحقیق حاضر، تشکیل پوشش کاربید کروم بر روی فولاد AISI 1020 کربن داده شده. با استفاده از روش نفوذ فعال حرارتی و مطالعه سینتیک این روش می باشد. افزون بر این، از تعدادی روابط ریاضی برای پیش بینی ضخامت لایه کاربیدی و میکروسختی سطح بکارگیری شد. در نهایت روابط حاصل با نتایج تجربی و رابطه حاصل از تئوری کلاسیک سینتیک مقایسه گردیدند.
روش انجام تحقیق
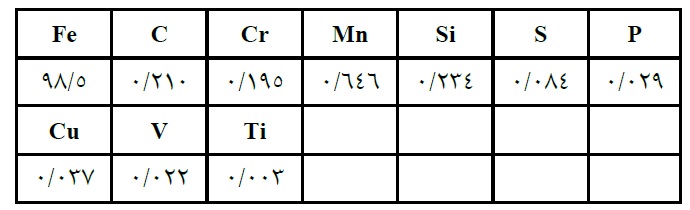
در این بررسی، از نمونه های استوانه ای از جنس فولاد 1020 AISI. با قطر 12 و ارتفاع 20 میلیمتر (که ترکیب شیمیایی آن در جدول 1 ارائه شده است) استفاده شد. ابتدا نمونه های فولادی تهیه شده. در مخلوط پودری 90 درصد کربنات باریم و 10 درصد زغال چوب در دمای 1000ºC و به مدت 5 ساعت کربن دهی شدند. سپس هر کدام از نمونه ها در حمام نمک. شامل بوراکس و 10 درصد وزنی پودر کروم در دماهای 900، 1000 و 1100ºC به مدت زمان های 3،6 و 9 ساعت پوشش دهی شدند. نمونه ها بعد از کروم دهی از کوره مقاومتی خارج شدند و در هوا سرد گردیدند.
جدول 1 ترکیب شیمیایی فولاد ساده کربی مورد استفاده در تهیه نمونه ها (اعداد بر حسب درصد وزنی می باشند)
سطح مقطع نمونه های پوشش داده شده، پس از آماده سازی. توسط میکروسکوپ نوری (نوع Union مدل Versamet II) و الکترونی روبشی (TESCAN) مجهز به EDS، تحت آنالیز ساختاری و عنصری قرار گرفتند. آنالیز فازی نیز توسط دستگاه XRD، برای مشخص شدن فازهای موجود در پوشش و نوع کاربید تشکیل شده انجام شد. برای این آنالیز از Ka عنصر مس با طول موج Å 1/542 در محدوده زاویه (2θ)، 20 تا 100 درجه استفاده گردید. ضخامت لایه کاربیدی با استفاده از تصاویر متالوگرافی و با کمک نرم افزار آنالیز کننده تصویر Clemex اندازه گیری شد. همچنین میکروسختی سطح نمونه ها با استفاده از میکروسختی سنج ویکرز (BUEHLER) با اعمال نیروی 200 گرم و زمان 15 ثانیه حاصل شد.
نتایج و بحث
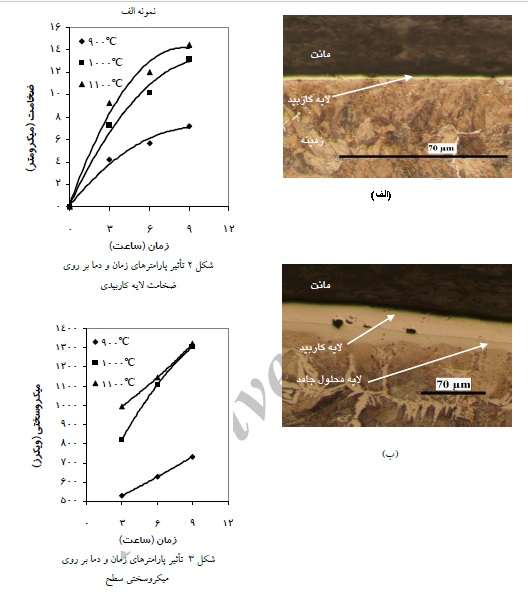
بررسی مشخصات پوشش، نتایج مورد حاصل از میکروسکوپ نوری و میکروسکوپ الکترونی روبشی (SEM)، نشان می دهد. که لایه کاربید متشکل بر روی نمونه ها، مداوم و نسبتاً یکنواخت می باشد. (شکل1)، ضخامت لایه کاربیدی، نسبت به دما و زمان غوطهه وری نمونه ها در حمام، در محدوده 4/2 (برای 900ºC به مدت 3 ساعت). تا 14/5 میکرون (برای 1100ºC به مدت 9 ساعت) قرار دارد، (شکل2).
فولاد 1020
همچنین میکروسختی سطح نمونه ها در محدوده 530 تا 1321 ویکرز (نیروی 200 گرم) قرار داد، (شکل3). با بررسی شکل های (2و3) مشاهده می شود که با افزایش دمای پوشش دهی در یک زمان خاص. مقدار ضخامت لایه کاربید و میکروسختی سطح افزایش می یابد. البته این موضوع در مورد یک دمای خاص و برای زمان های مختلف نیز صادق است.
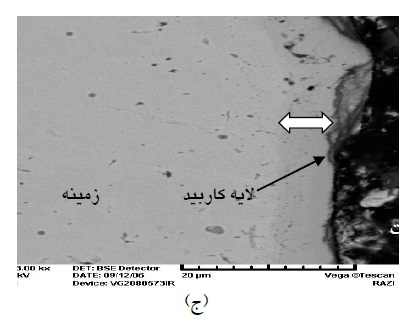
شکل 1 ریزساختار سطح مقطع نمونه های مورد پوشش. دما و زمان غوطه وری الف) 900ºC و 3 ساعت، ب) 1100ºC و 9 ساعت ج) تصویر مورد حاصل از SEM از سطح مقطع.
نکته دیگری که بایستی بیان شود این است که در واقع پوشش تشکیل شده. بر روی سطح نمونه ها متشکل از دو لایه، یکی لایه کاربید کروم و دیگری محلول جامد کروم و آهن می باشد. کاربید کروم متشکل بر روی سطح از نوع Cr7C3 هست. که توسط نتایج XRD حاصل گردید، (شکل4).
شکل 4 آنالیز XRD از نمونه پوشش داده شده، در دمای 900ºC و زمان 3 ساعت
استدلالی که برای تشخیص لایه کاربید کروم از نوع Cr7C3 بکاری گیری شد از قرار زیر می باشد.
بعنوان مثال چنانچه تصویر الف شکل (1) (نمونه مهیا در دمای 900 و زمان 3 ساعت) در نظر گیری شود. ملاحظه می گردد که بر روی سطح، لایه ای سفید رنگ معلوم و مشخص است. که این لایه در مقابل محلول اچ مقاوم است و به عبارتی دچار خوردگی نشد.
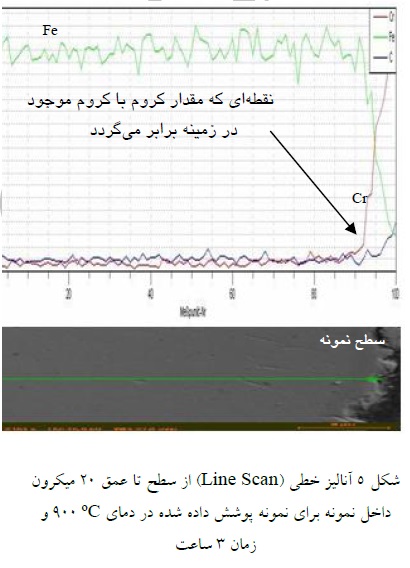
این تصویر، حکایت از وجود ماده ای متفاوت از جنس زیر لایه در سطح نمونه دارد. تفسیر الگوی پراش مورد حاصل از سطح همین نمونه، شکل (4). امکان حضور فازهای Cr7C3،کروم خالص و آهن آلفای خالص را محتمل می داند. حال با توجه به آنالیز خطی عنصری شکل (5) و آنالیزهای نقطه ای مورد انجام از سطح این نمونه مشاهده می شود.
که در هیچ نقطه از سطح، عناصر کروم و آهن به صورت صد در صد و خالص وجود نداشته. و به همین دلیل حضور این دو فاز (کروم و آهن خالص) در سطح امکان نداشته و مردود می باشد. به همین دلیل با توجه به تفسیر الگوی پراش اشعه ایکس، تنها فاز باقیمانده Cr7C3 بوده. که به دلیل وجود مقدار بالای کروم در آن، در مقابل خورندگی محلول اچ مقاوم می باشد. و به همین علت کاملاً روشن نمایان می شود، شکل (1).
فولاد 1020
نکته ای که بایستی در مورد سختی سنجی سطح نمونه ها به آن اشاره شود. این است که سختی مورد اندازه گیری مربوط به سطح نمونه ها که شامل لایه پوشش می باشد. بوده و این سختی مختص لایه پوشش یا کاربیدی نیست. این بدان معناست که فرضاً سختی 1321 ویکرز مورد اندازه گیری، برای کاربید Cr7C3 (لایه پوشش) نیست. بلکه مربوط به سطح نمونه است. که در اثر حضور فاز سخت کاربیدی Cr7C3، سختی آن نسبت به حالت اولیه (130 ویکرز) افزایش پیدا کرده است.
به نظر می رسد اگر شرایط به گونه ای انتخاب شود. که فرو روندۀ دستگاه میکروسختی سنج به هنگام اندازه گیری سختی کاملاً با لایه پوشش درگیر باشد. آن گاه می توان سختی مورد اندازه گیری را به لایه پوشش نسبت داد. ولی در شرایط مورد انجام در این تحقیق، نیروی 200 گرم و زمان 15 ثانیه شرایطی نیست. که فرو رونده فقط در لایه کاربید بماند. و به زیر لایه کاربیدی نفوذ نکرده باشد. حال با تصویر چنین وضعی، هرچه ضخامت لایه کاربیدی بیشتر باشد. در نتیجه فرو رونده دستگاه میکروسختی سنج بیشتر با آن درگیر بوده. و به همین دلیل سختی مورد اندازه گیری مقدار بیشتری دارد.
لایه محلول جامد در زیر لایه کاربید قرار می گیرد. (تصویر به شکل 1)، و تا جایی ادامه می یابد. که مقدار کروم موجود در لایه با مقدار کروم موجود در زمینه برابر گردد (شکل5).
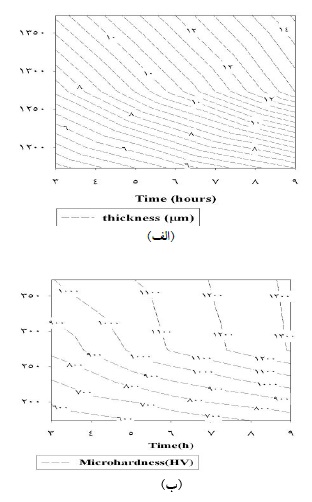
با توجه به اطلاعات مشخص و معلوم در شکل های (2) و (3)، می توان نمودارهایی مطابق شکل (6). به کمک نرم افزار Sigmaplot7.0 استخراج نمود که محورهای آن، پارامترهای فرآیند پوشش دهی باشند. از این نمودارها می توان برای پیش بینی ضخامت لایه کاربید کروم و همچنین میکروسختی سطح نمونه. در شرایط دمایی و زمانی به غیر از دماها و زمان های آزمایش شده استفاده نمود.
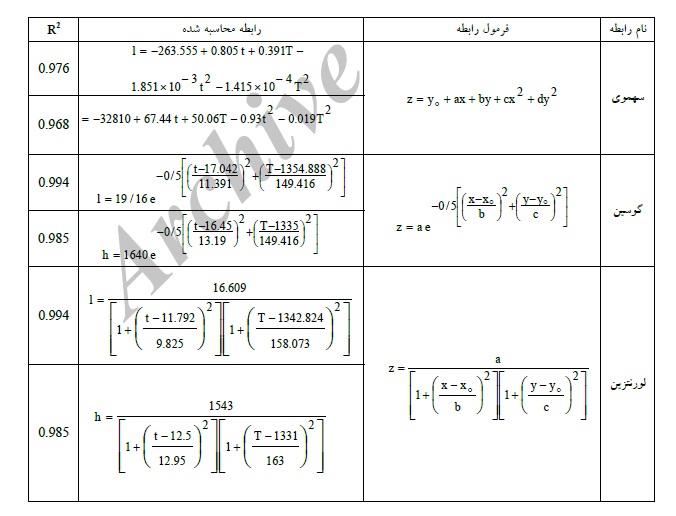
همچنین می توان یک سری روابط ریاضی مانند روابط سهموی، گوسین و لورنتزین. را بر داده های موجود با استفاده از نرم افزار Sigmaplot7.0 انطباق داد.نتایج این کار در جدول (2) ارائه شده است. در روابط موجود در جدول (2)، 1 ضخامت لایه کاربیدی (میکرون)، h میکروسختی سطح نمونه ها (ویکرز)، t زمان پوشش دهی (ساعت). T دمای پوشش دهی (کلوین)، R ضریب همبستگی ، a,b,c,d,،x0,y0 ثابت مربوط به هر فرمول می باشند.
با توجه به ضرایب همبستگی مورد محاسبه، ملاحظه می گردد. که روابط گوسین و لورنتزین، نسبت به رابطه سهموی با دقت بیشتری ضخامت و میکروسختی سطحی نمونه ها را تقویت می کنند. اهمیت روابط مورد محاسبه و نمودارهای شکل (6) در عمل ملاحظه می شود. چرا که با استفاده از این موارد می توان ضخامت و میکروسختی سطح را تحت شرایط (دما و زمان) خاص پیش بینی نمود. و یا اینکه برای حصول ضخامت و میکروسختی مورد نظر، شرایط پوشش دهی را در حمام مذاب 10 درصد وزنی کروم در بوراکس محاسبه نمود.
شکل 6 نمودارهای الف) ایزو ضخامت لایه کاربید کروم بر روی فولاد 1020 AISI کربن داده شده. و ب) ایزو میکروسختی سطح آن نسبت به دمای حمام و زمان پوشش دهی.
محاسبه انرژی فعال سازی. اگر از طرفین رابطه سینتیکی (1) لگاریتم گیری شود رابطه زیر به دست می آید:
Ln(d)=L(k’)+n.Ln(t)
از رابطه فوق برای محاسبه n استفاده می شود. بدین ترتیب که چنانچه لگاریتم ضخامت پوشش بر حسب لگاریتم زمانن پوشش دهی در یک دمای معین رسم گردد. آن گاه شیب خط مورد حاصل برابر با n می باشد. این کار برای اطلاعات این تحقیق انجام گردید و نتایج آن در شکل (7) نمایان و مشخص است.
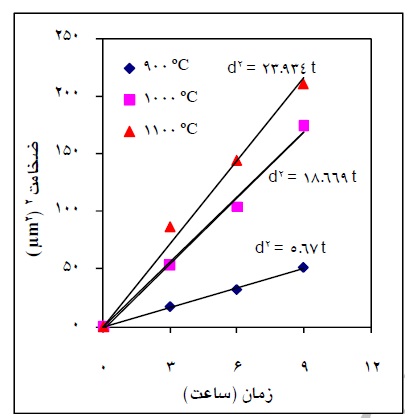
با توجه به ضرایب همبستگی مورد محاسبه (R2) ملاحظه می شود. که اولاً منحنی ها رفتار خطی داشته و ثانیاً شیب آن ها (n) تقریباً برابر با 0/5 می باشد. این بدان معناست که رشد لایه کاربید کروم بر روی فولاد 1020 AISI توسط نفوذ عناصر سازنده آن کنترل می شود. و همچنین رشد آن از قانون سینتیک کلاسیک (رابطه 3) تبعیت می کند. در این تئوری، عمق نفوذ (مجذور ضخامت لایه کاربیدی) به عنوان تابعی از زمان فرآیند در نظر می گیرند.
d2 = k . t
جدول 2 روابط ریاضی مورد محاسبه برای تخمین ضخامت لایه کاربید کروم و میکروسختی سطح
شکل 8 ارتباط ضخامت به توان 2 با زمان غوطه وری برای دماهای مختلف
در رابطه (3)، k ثابت سرعت رشد لایه کاربیدی است. که وابسته به دما می باشد. برای به دست آوری مقدار k بایستی ابتدا نمودار مجذور ضخامت لایه کاربیدی را بر حسب زمان پوشش دهی رسم نماییم. و سپس شیب منحنی را به دست آوریم (شکل8).
دیمانسیون ثابت سرعت رشد لایه کاربیدی برابر با L2/t می باشد. که با دیمانسیون ضریب نفوذ عناصر یکسان می باشد. در رابطه مربوط به قانون اول فیک
ترکیب شیمیایی در واحد حجم، x فاصله و J دبی جریان یک عنصر در واحد سطح و زمان)، D ضریب نفوذ بوده. و دیمانسیون آن برابر با L2/t است. این بدان معناست که ثابت سرعت رشد و ضریب نفوذ از یک جنس بوده. و بنابراین ثابت سرعت رشد لایه کاربیدی با دما رابطه آرنیوسی دارد.
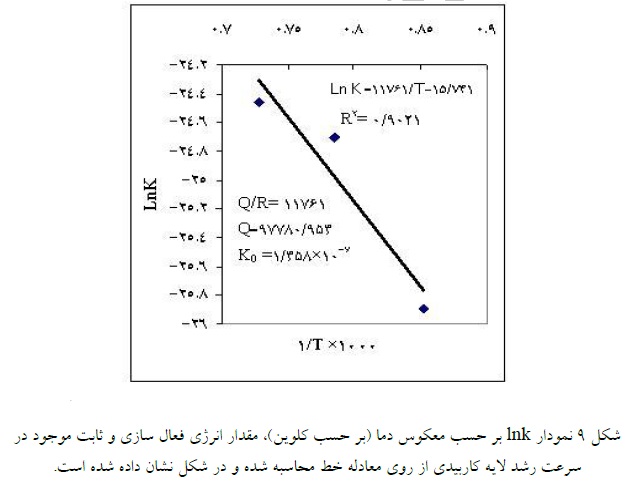
در رابطه مذکور، T دما (کلوین)، R ثابت جهانی گازها (J/mo1k)، Q انرژی فعال سازی (J/mo1) و kº یک ثابت می باشد.
چنانچه از طرفین رابطه (4) لگاریتم گرفته شود، رابطه (5) به دست خواهد آمد.
ثواب سرعت رشد که محاسبه شد. برای دماهای 900، 1000 و 1100ºC به ترتیب برابر با 5/67×12- 10، 1/87 × 11- 10 و m2/h 2/39×10-11 می باشند. با رسم نمودار Ln(k) بر حسب معکوس دما می توان انرژی فعال سازی لازم. برای فرآیند تشکیل کاربید کروم در حمام نمک مذاب را به دست آورد، (شکل9). تفسیر مقدار مورد حاصل به این صورت است. که برای شروع تشکیل یک مول از کاربید کروم بر روی فولاد 1020 AISI کربن داده شده. از طریق حمام مذاب 10 درصد وزنی پودر کروم در بوراکس، بایستی مقدار 97/781 KJ انرژی به سیستم می شود.
با بدست آوری Q و kº می توان با ادغام روابط (3) و (4) ضخامت لایه کاربیدی را. با گذشت زمان در یک دمای معین. از طریق رابطه زیر محاسبه نمود.
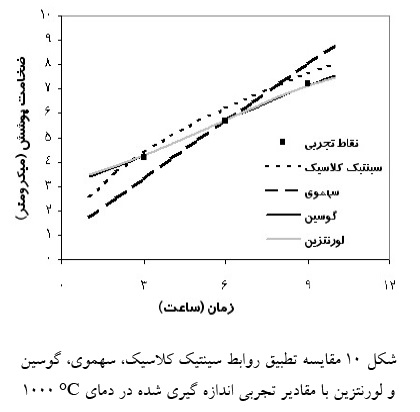
در رابطه فوق ضخامت لایه کاربیدی بر حسب متر می باشد. برای ارزیابی روابط گوسین و لورنتزین و رابطه مورد حاصل از سینتیک کلاسیک رابطه (6)، در شکل (10) مقایسه ای بین روابط محاسبه میشود. و اطلاعات تجربی در دمای 1273k صورت پذیرفت. همانگونه که از شکل پیداست، روابط گوسین و لورنتزین تقریباً بر یکدیگر منطبق است. و هر دو تطبق بسیار مناسبی با نقاط مورد اندازه گیری نشان می دهند. رابطه سهموی در مقایسه با دیگر روابط، نامناسب ترین تقریب را ارائه می دهد.
نتیجه گیری
1- هنگامی که از حمام مذاب شامل بوراکس و پودر فلزی خالص برای پوشش دهی استفاده می شود. یک لایه کاربید کروم از نوع Cr7C3 بر روی فولاد 1020 AISI کربن داده شده تشکیل می گردد.
2- بررسی های میکروساختاری سطح مقطع نمونه ها، نشان داد. که پوشش نمونه ها شامل دو لایه کاربیدی و لایه محلول جامد زیر سطحی است. و مغز قطعه فریتی پرلیتی می باشد.
3- میکروسختی سطح نمونه های پوشش داده شده با افزایش دما افزایش می یابد. و می توان از روابط گوسین و لورنتزین جدول (2) برای پیش بینی آن استفاده نمود. ضخامت لایه کاربیدی متشکل بر روی نمونه ها با افزایش دمای فرآیند و زمان پوشش دهی، افزایش می یابد. برای تخمین ضخامت لایه کاربید، روابط ریاضی گوسین و لورنتزین که ارائه گردید. در جدول (2) رابطه مورد حاصل از سینتیک کلاسیک (رابطه) پیشنهاد می گردد.
4- رشد لایه کاربید کروم بر روی فولاد 1020 AISI در حمام مذاب توسط نفوذ اجرای تشکیل دهنده آن کنترل می شود. انرژی فعال سازی لازم برای تشکیل این لایه کاربید کروم بر روی فولاد کربن داده شده در حمام مذاب. شامل 10 درصد وزنی پودر کروم در بوراکس، تقریباً 97/781 kJ/mol می باشد.
نشریه مهندسی متالورژی و مواد – حمیدرضا کریمی زارچی – میثم جلالی – منصور سلطانیه
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
لوله ASTM A53 -لوله فولادی استوانه ای درون تهی بوده که دارای دو سر باز. و سطح مقطع دایره ای شکل با جنسی از فولاد تولید می شود. و برای انتقال سیالات استفاده می شود. لوله های فولاد در سال 1800 میلادی وارد صنعت گردید.
و تا به حال شاهد پیشرفت های زیادی در خود بوده است. این لوله ها از فولاد کربن ساخته شده و دارای قطری بزرگ هستند. و اکثراً برای لوله کشی آب و فاضلاب مورد استفاده قرار می گیرند. از ویژگی های این نوع لوله می توان به مقاومت کششی و فشار بالا. مقاوم در برابر خوردگی و امکان تولید با قطرها و ضخامت های مختلف اشاره نمود. از انواع لوله های فولادی و بهترین استانداردهای این محصول، لوله ASTM A53 می باشد. که می تواند بصورت درز دار و یا بدون درز تولید شود.
مهمترین موضوعی که روی کیفیت لوله ها تأثیر می گذارد. رعایت استانداردی که مورد تأیید است برای لوله های فولادی است. کلیه لوله های فولادی در تمام دنیا باید بر اساس استانداردهای مشخصی تولید شوند. به طور معمول در اغلب این استاندارد سازی ها معیارهای مشخص از سوی کشور آمریکا تعیین می شود. اما کلیه کشورهای معتبر از جمله مؤسسه استاندارد و تحقیقات صنعتی در ایران نیز استانداردهای مشخصی برای تولید انواع لوله فولادی دارند. استانداردهای معین از سوی این کشورها معمولاً با علائم اختصاری مشخص می شود.
. مقایسه دو لوله ASTM A53 با A106
. کاربرد لوله ASTM A53
. ترکیب شیمیایی لوله A53
مقایسه دو لوله ASTM A53 با A106
لوله A106 بصورت مانیسمان تولید می شود. و در مواردی که نیاز به استحکام و فشار بالا باشد کاربرد دارد. در تفاوت لوله Astm A53 با لوله A106 باید به مواردی اشاره نمود. از جمله اینکه نوع A53 در مواردی که نیازمند فشار کم و متوسط باشد کاربرد دارد. بعلاوه نوع لوله A106 بصورت بدون درز تولید می شود. اما لوله A53 هم بصورت درز دار و هم بدون درز قابل تولید می باشد. و در آخر نیز باید گفت وجود سیلیکون در نوع A106. و نبود این عنصر در لوله A53 موجب تمایز این دو از یکدیگر شده است.
کاربرد
این لوله ها سیالات را با فشار کم و متوسط انتقال می دهند و برای کاربری های مکانیکی مورد استفاده قرار می گیرند. لوله A53 در صنعت کاربردهای مختلفی دارد. این محصول در خطوط بخار آب و گاز و هوا کاربرد دارد.
ترکیبات شیمیایی
ترکیب شیمیایی لوله بدون درز A53 گرید A و B
در گرید A، کربن 0.25 ، منگنز 0.95، فسفر 0.5، مس، نیکل، کروم 0.4، مولیبدنوم 0.15، وانادیوم 0.08، میباشد. اما در گرید B تنها عناصر کربن با 0.3، منگنز 2.1 با لوله درز دار گرید A متفاوت است.
لوله ASTM A53 بصورت جوشی، فلنجی و یا شکل دار طراحی می شود. شما می توانید بهترین این نوع لوله ها را نیز با مناسبترین و معتبرترین برندهای اروپایی، چینی، روسی و غیره. را در سایزهای 1/4 الی 30 اینچ، در رده های 10 تا 160 به شکل مانیسمان و درزدار. و همچنین گالوانیزه سیاه و گرم را در بازار ایران تهیه کنید.
لوله های مانیسمان نوع دیگری از انواع لوله ها هستند که با روشی متفاوت نسبت به لوله های درز دار تولید می شوند. برای تولید این لوله ها معمولاً به جای ورق های فولادی، از شمش فولاد استفاده می گردد. از همین رو، روی سطح لوله های مانیسمان یا بدون درز هیچ جای جوش یا در زیر وجود ندارد. به طور معمول برای مشخص کردن ضخامت انواع لوله مانیسمان از پارامتری به نام Schedule استفاده می شود. این پارامتر رده لوله را مشخص می کند. از طرف دیگر برای نشان دادن استاندارد لوله مانیسمان از جنس فولاد، معمولاً از علامت اختصاری استانداردهای ASME مورد کاربرد است.
Schedule در واقع نشان دهنده ضخامت دیواره لوله است که مستقیماً بر ابعاد داخلی و وزن لوله نیز تأثیر می گذارد. از طرف دیگر این مقیاس عامل مهمی بر فشار داخلی لوله است. و به همین دلیل در انتخاب لوله در شرایط مختلف محیطی تأثیر زیادی دارد.
موضوع دیگری که باید در مورد استاندارد لوله های مانیسمان بدانید، عوامل مؤثر بر قیمت این لوله ها است. بطور معمول قیمت لوله مانیسمان با رده لوله ارتباط مستقیم دارد. هرچقدر رده لوله بالاتر باشد، ضخامت و وزن آن بیشتر است. برای مثال لوله های مانیسمان رده 80 قیمت بالاتری نسبت به لوله های رده 40 دارند. از طرف دیگر قیمت اتصالات مانیسمان نیز با توجه به نوع و ضخامت آن متفاوت هستند. یکی از ویژگی های مهم لوله کشی با لوله های مانیسمان این است که باید همراه لوله مانیسمان حتماً از اتصالات مانیسمان استفاده کنید. این کار از ایجاد زنگ زدگی و آسیب به سیستم لوله کشی جلوگیری می کند و نقش مهمی بر کیفیت نهایی لوله کشی دارد.
استاندارد لوله های فلزی مانیسمان معمولاً طول، عرض، ضخامت و همه ویژگی های این لوله را تعیین می کند. سپس این ویژگی های مشخص در یک جدول مشخص و با بکارگیری از علائم اختصاری و کوتاه میشود. روی محصول درج می شود. تا افراد در زمان خرید و بررسی قیمت لوله مانیسمان تمام این ویژگی ها را مد نظر قرار دهند.
استاندارد لوله درز دار
لوله های درز دار به نوعی از لوله های فولادی بیان می شود که برای تولید آنها از ورق های فولادی استفاده می شود. سپس این ورقه ها به شکل استوانه حالت می گیرند و با استفاده از جوشکاری لبه های ورق فولادی به هم جوش می خورد. به طور معمول لوله های درز دار به دو روش مقاومت الکتریکی و ذوبی الکترونیکی انجام می شود. و لازم است که برای این لوله ها از استانداردهای مشخصی پیروی شود. وزن و ضخامت لوله از عوامل مهمی هستند که بر قیمت لوله درز دار مؤثر هستند.
یکی از مهمترین استاندارد لوله های فلز درز دار مربوط به ابعاد آن است. ابعاد لوله های درز دار مطابق با استاندارد ASME B16.9 تولید می شود. از طرفی آلیاژ لوله نیز طبق استاندارد ASTM A403,A234,A420 مشخص می شود. رعایت این استانداردها در اتصالات لوله درز دار نیز اهمیت زیادی دارد. از طرف دیگر ضخامت و وزن این اتصالات می تواند عامل مهمی باشد که بر قیمت اتصالات درزدار مؤثر است. بطور مثال سه راه جوشی یکی از رایج ترین انواع اتصالات مورد استفاده در سیستم لوله کشی است. که باید استاندارد ابعادی آن مطابق با ASME B16.9 تولید شود.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
فولاد ابزاری (به انگلیسی Tool steel) به دسته ای از فولادهای کربنی و آلیاژی گفته می شود.
فولاد ابزاری چیست
که برای ساخت ابزار و قالب مناسب هستند. این خواص شامل سختی بالا، مقاومت به سایش، مقاومت به تغییر شکل و دفورمه شدن وقابلیت حفظ لبه برش دهنده در دماهای بالا است. به همین دلیل فولادهای ابزاری برای شکل دهی به سایر مواد مناسب هستند.
فولادهای ابزاری معمولاً در کوره های قوس الکتریکی و تحت شرایط و الزامات ویژه فولادهای ابزاری ذوب می شوند. فولادهای ابزاری در حقیقت فولادهایی هستند. که قابلیت سخت کاری تمپرینگ دارند. درصد بالای عناصر آلیاژی و میکروساختار مناسب کاربردهای طاقت فرسا و شدید، باعث آن است که تولید این فولادها دشوار باشد.
خواص اصلی فولاد ابزار شامل مقاومت به سایش. سختی بالا و قابلیت حفظ شکل در دماهای فوق العاده بالا باعث استفاده از آن در ساخت ابزارهایی مانند مته، برقو، کاترها. قالب های فورجینگ و قالب های تزریق پلاستیک می شود.
فولاد ابزاری چیست
بازار فولاد ابزار در سال 2017 بیش از چهار و نیم میلیارد دلار ارزش داشت و انتظار می رود. تا سال 2024 صنعت به بیش از دو نیم میلیون تن فولاد ابزار نیاز داشته باشد. بزرگترین شرکت های تولید کننده فولاد ابزاری در جهان عبارتند از:
ناچی-فوجیکوشی، هیتاچی متالز، وست آلپاین، ساموئل سان اند کو، ارامت، تیانگونگ اینترنشنال، شرکت فولاد پنسیلوانیا، کی لو اسپشال استیل.
طبقه بندی فولادهای ابزاری
تعداد بسیار زیادی از فولادهای ابزار به طور متوسط مؤسسه آهن و فولاد آمریکا (AISI) طبقه بندی شده است. که توسط کشورهای بسیاری پذیرفته شده و استفاده می شود. سیستم طبقه بندی AISI فولادهای ابزار را بر اساس مشخصات برجسته آنها مانند آلیاژ. کاربرد یا عملیات حرارتی آنها به گروه های مختلفی تقسیم بندی می کند.
فولاد ابزاری چیست
ریزساختار مورد سختکاری یک فولاد ابزاری متداول، شامل زمینه ای از مارتنزیت که تمپر است حاوی پراکندگی های مختلفی از آهن و کاربیدهای آلیاژی است. وجود درصد بالایی از کربن یا عناصر آلیاژی در این فولادها، امکان سختکاری یا تشکیل مارتنزیت در هنگام خنک کاری را فراهم کرده است. هرچه درصد کربن یا عناصر آلیاژی در مارتنزیت در حال فوق اشباع بیشتر باشد، که آستنیت مادر به ارث می برد. درصد کاربیدهای شکل گرفته در حین تمپرینگ بیشتر خواهد بود.
هرچه درصد عناصر تشکیل دهنده کاربیدهای قوی بیشتر باشد. چگالی کاربیدهای پایدار در آستنیت در هنگام کار در حالت گرم و آستنیتی کردن بیشتر خواهد بود. این کاربیدها علاوه بر آنهایی که در حین تمپرینگ در مارتنزیت شکل گیری شدند. به عنوان اجزایی از میکروساختار باقی خواهند ماند. هرچه درصد کربن مارتنزیت و چگالی کاربیدها بیشتر باشد. مقاومت به سایش فولاد افزایش خواهد یافت. اما از طرفی چقرمگی آن کاهش می یابد.
گروه سختکاری شونده با آب :گروه W
فولادهای ابزاری سختکاری شونده در آب کمترین میزان عناصر آلیاژی را در میان فولادهای ابزاری دارند. و اساساً این فولادها، فولادهای کربنی هستند. به همین دلیل قابلیت سختکاری آنها پایین بوده و برای تشکیل مارتنزیت باید آنها را در آب کوئنچ کرد. حتی با وجود کوئنچ کردن در آب ممکن است فقط سطح فولاد سختکاری شود. با این حال درصد بالای کربن در فولادهای ابزاری سختکاری شونده در آب این اطمینان را می دهند. که در هر جایی که مارتنزیت شکل بگیرد. سختی بالایی وجود خواهد داشت. به دلیل درصد پایین عناصر آلیاژی در فولادهای ابزاری سخت شونده در آب، با عملیات حرارتی فقط کاربیدهای آهن شکل خواهند گرفت.
این فولادها توسط آب سختکاری می شوند. و به همین دلیل فولادهای ابزاری سختکاری شونده با آب نام گذاری شده اند. فولادهای گرید -W در حقیقت فولادهای کربن -بالای ساده هستند. این گروه از فولادهای ابزاری به دلیل قیمت پایین تر آنها نسبت به سایر فولادهای ابزاری پرکاربردترین فولادهای ابزاری هستند. این فولادها برای کاربردهایی که دمای بالا وجود ندارد بسیار مناسب است. در دماهای بالای 150 درجه سانتی گراد این فولادها خاصیت سختی خود را به شدت از دست می دهند. از آنجایی که این فولادها پس از عملیات حرارتی. خیلی بیشتر از فولادهای سختکاری شونده در هوا یا روغن، تاب برداشته یا ترک می خورند. امروزه نسبت به قرن 19 و 20 خیلی کمتر از آنها استفاده می شود.
گروه کار سرد
گروه سختکاری شونده با روغن (Oil Hardening): سری O
فولادهای ابزاری کار سرد، سختکاری شونده در روغن با هدف تولید فولادهایی با مقاومت به سایش بسیار بالا. در شرایط کار در حالت سرد توسعه یافتند. سختی بالا توسط مارتنزیت کربن-بالای که تمپر است در دمای پایین، برای تولید کاربیدهای متفرق بسیار ریز، ایجاد می شود. به دلیل وجود درصد بالای کربن و عناصر آلیاژی، قابلیت سختکاری تا عمق زیادی از قطعه، توسط کوئنچ کردن در روغن وجود دارد. گرید O7 حاوی درصد بالایی از کربن و درصد زیادی عناصر آلیاژی است. که باعث بهبود تشکیل گرافیت می شود. و این امر سبب افزایش قابلیت ماشین کاری و عمر قالب می شود.
این سری شامل گریدهای O1، O2،O6،O7 می باشد. فولادهای این گروه همگی در دمای 800 درجه سانتی گراد سختکاری و داخل روغن کوئنچ میشود. و در دمای زیر 200 درجه سانتی گراد برگشت (Tempering) دهی می شوند.
فولاد ابزاری چیست
گروه سخت کاری شوند در هوا (Air Hardening): سری A
فولادهای ابزاری آلیاژ-متوسط، کار سرد در شرایط کار در حالت سرد مقاومت به سایش بالایی دارند. گریدهای مختلف این فولادها، به دلیل دامنه مختلفی از درصد کربن و عناصر آلیاژی، ترکیب های مختلفی از چقرمگی و سختی ارائه می دهند. مشابه فولادهای سخت شوند در روغن،مقاومت در برابر سایش توسط مارتنزیت-پر-کربن و کاربیدهای ریز متفرق فراهم می شود. با این حال درصد عناصر آلیاژی به اندازه ای زیاد است که امکان تشکیل مارتنزیت در هنگام خنک شدن در هوا نیز وجود دارد.
و در نتیجه این فولادها در هوا نیز سختکاری می شوند. خنک کاری نسبتاً آهسته این فولادها در هوا باعث به حداقل رسیدن اعوجاج. و تاب برداشتن قطعه و پایداری ابعادی خوب آنها در هنگام عملیات حرارتی میشود. این گروه از فولادهای ابزاری دارای گریدی با نام A10 است که حاوی گرافیت نیز می باشد.
فولاد ابزاری چیست
فولادهای ابزاری نوین سختکاری شونده در هوا با ویژگی «تغییر شکل و دفورمه شدن کم» خود در طول فرایند خنک کاری شناخته می شوند. قابلیت ماشینکاری آنها معمولاً خوب بوده و توازن خوبی بین استحکام و مقاومت به سایش در آنها برقرار است.
اولین فولاد ابزار سختکاری شونده در هوا با عنوان Mushet Steel شناخته می شد.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶