سخت کاری سطحی قطعات با استفاده از آلیاژهای استلایت
سخت کاری سطحی قطعات با استفاده از آلیاژهای استلایت
سخت کاری
سختکاری سطحی قطعات صنعتی با استفاده از سوپرآلیاژهای پایه کبالت استلایت یکی از چالش های صنعتگران است. آلیاژهای استلایت به علت خواص منحصر به فرد خود در کاربردهای بسیاری در صنایع مختلف مورد استفاده قرار گرفته اند.
زمانیکه که حفظ سختی در دمای بالا، شرایط خورنده و انواع مکانیزم های سایش مطرح باشند. استلایت ها به خوبی برتری های خود را به نمایش می گذارند.
معمولاً آلیاژهای مقاوم به سایش، مقاومت به خوردگی بالایی ندارند. یا آلیاژهای مقاوم به حرارت، نظیر اینکونل ها و اینکولوی ها، مقاومت به سایش پایینی دارند. ولی آلیاژهای استلایت بطور همزمان می توانند در سه جبهه با این مکانیزم های مخرب فلزات بجنگند.
آلیاژهای استلایت مقاومت به سایش چسبان (Galling) بسیار خوبی دارند. به همین دلیل در شرایطی که آب بندی فلز روی فلز نیاز باشد. گزینه ی بسیار مناسبی هستند. این ویژگی باعث شده تا در صنایع شیرآلات خاص صنعتی. پمپ های فرآیندی و کنترل ولوها شاهد به کارگیری آلیاژهای استلایت در سیت، گیت، بال و … باشیم.
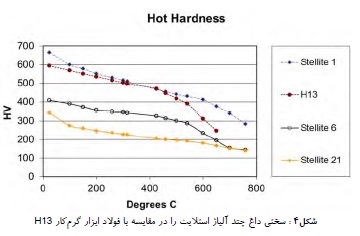
حفظ سختی و مقاومت به سایش در دمای بالا در آلیاژهای استلایت باعث شده. تا در فرآیندهای شکل دهی گرم فلزات، نظیر اکستروژن و کشش سیم کاربردهای زیادی پیدا کرده باشند.
مقاومت به خوردگی در فلز مذاب، باعث شده. تا در ساخت قطعات تحت سایش در وان های فلزات مذاب. بتوان آلیاژهای استلایت را بکارگیری کرد.
در این نوشتار، اصول کلی سخت کاری سطی قطعات صنعتی با استفاده از آلیاژهای استلایت. به روش جوشکاری مورد بحث قرار گرفته است. امید است این مطلب مورد استفاده ی صنعتگران بومی ساز قطعات خاص قرار گیرد.