لوله آلیاژی - لوله - لوله فولادی -لوله فلزی-pipe steel
لوله (Pipe) یک مقطع توخالی استوانه ای است که عمدتاً از آن برای انتقال مواد قابل جریان. مانند مایعات، گازها، دوغاب ها و پودرها استفاده می شود. از لوله ها همچنین برای ساخت سازه ها استفاده می شود. مقاطع توخالی لوله ای، به مراتب سفتی بر اساس وزن واحد بیشتری نسبت به مقاطع توپر دارند. لوله از مواد مختلفی از جمله سرامیک، شیشه، فایبرگلاس، بسیاری از فلزات، بتن و پلاستیک ساخته می شود. در گذشته لوله های چوبی و سربی نیز مرسوم بودند.
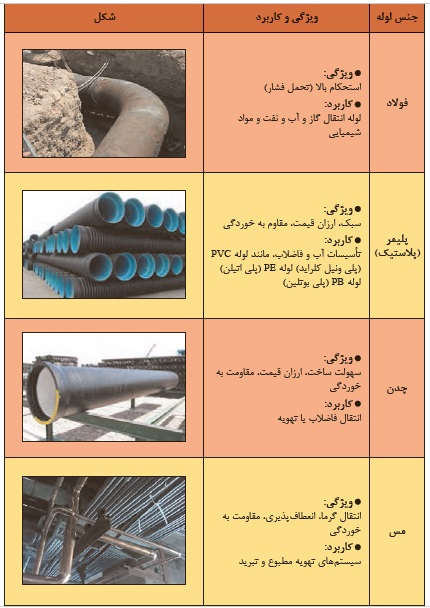
لوله های فلزی به طور معمول از فولاد آلیاژهای آهن ساخته می شوند. مانند فولاد کربنی، فولاد زنگ نزن، فولاد گالوانیزه و چدن نشکن. لوله های پایه آهنی، در صورت استفاده در جریان آب اکسیژن دار در معرض خوردگی قرار دارند. از لوله های آلومینیوم ممکن است در مواردی استفاده شود که آهن با مایع سرویس ناسازگار باشد. با وزن یک پارامتر مشکل ساز باشد.
از لوله های مسی بیشتر برای سیستم های لوله کشی آب خانگی (قابل شرب). و لوله های سیستم های تبرید و کویل های انتقال حرارت (برای مثال در کندانسورها و رادیاتورها) استفاده میشود. از لوله هایی با جنس آلیاژهای اینکونل . فولاد کروم مولی و تیتانیوم برای دماها و فشارهای بالا در تأسیسات کارخانجات فرآیندی و نیروگاه ها استفاده میشود. ارزش بازار جهانی لوله های فولادی در سال 2019 برابر 142.4 میلیارد دلار بوده. و انتظار می رود از سال 2020 تا 2027 با نرخ رشد مرکب سالانه 6.2% رشد کند. و به 54.68 میلیارد دلار برسد.

لوله بدون درز – لوله یکپارچه
لوله بدون درز – Seamless pipe- که به مانیسمان نیز مشهور است. یکی از پرکابردترین محصولات فولادی است. که در صنعت نفت-پتروشیمی- گاز و همچنین در قطعه سازی مصارف فراوانی دارد. لوله های بدون درز در بازار همچنین به عنوان مقاطع ضخیم و بسیار مقاوم تحت فشار شناخته می شود. زیرا به دلیل یکنواخت بودن و نداشتن درز جوش. دارای مقاومت بسیار بالایی در مقابل فشار و تنش های فیزیکی است. به طوری که به خوبی خود را در هر نوع شرایط آب و هوایی مطابقت می دهد. پروسه تولید مانسمان برای ساخت لوله مانسمان از استاندارد ASTM. – به شماره A106 – A53. و همچنین استاندارد نفت و گاز API 5L استفاده می شود.
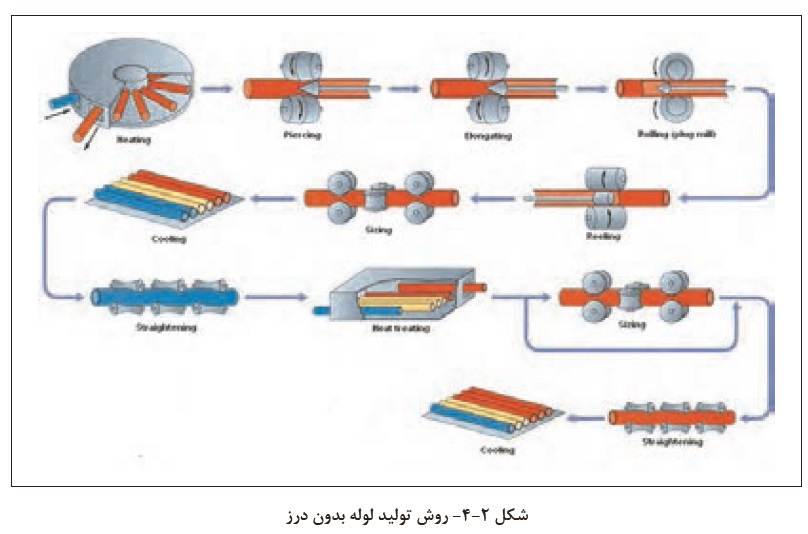
پروسه تولید لوله های مانیسمان نیز بدین گونه است که در آن یک شمش فولادی تحت کشش و نورد. افزایش طول یافته و سپس با وارد شدن میله جامد نوک تیز به مرکز شمش گذاخته شده. لوله ای بدون درز را ایجاد می کند.
تولید این نوع از سایزهای بزرگتر به کوچکتر است. و سایزهای 2/1 و 4/3 و 1 اینچ معمولاً به روش سرد است. در تولید این مقاطع عمدتاً از شمش های فولادی گرد استفاده می کنند. البته تولید لوله مانیسمان از مقاطع چهارگوش نیز امکان پذیر است. اما به دلیل اینکه این مقاطع حتماً باید به صورت دایره ای و یکنواخت باشند. گرد کردن شمش های زاویه دار مستلزم صرف هزینه و وقت خواهد بود.
در مجموع پروسه تولید لوله های مانسمان شامل مراحل برش. پیش گرم، مرحله Piercing، عبور از دستگاه الانگاتور، شلیک سمبه. تاب گیری، جداسازی سمبه، کروی سازی، مرحله کشش، خنک سازی، مرحله اندازه گیری. مرحله آزمایش، مرحله کونیک کردن، پولین و در پایان باندل کردن است.
تاریخ ابداع و ساخت لوله های بدون درز به اواخر قرن 19 بر می گردد. و این روش نخستین بار توسط مهندسی آلمانی بنام ((مانسمان))به کار رفت.