کلمهفولادبه آلیاژهایی گفته میشود که حداقل پنجاه درصد آن را آهن تشکیل می دهد. و شامیل یک یا چند عنصر دیگر می باشد. این عناصر معمولاً شامل کربن، منگنز، سیلیسیم، نیکل، کرم، وانادیوم، مولیبدن، تیتانیوم، نیوبیم و آلومینیوم هستند. کربن به عنوان مهمترین ماده آلیاژی فولاد محسوب می گردد هر چند که ممکن است. در انواع مختلف فولاد، مواد آلیاژی دیگری نیز به میزان زیادتری یافت شود. یا حتی کربن در بعضی از آلیاژهای فولاد ناخالصی محسوب شود.
کربن در آهن bcc حل شده و یک محلول جامد به نام فریت Ferrite تشکیل می دهد. حل شوندگی کربن در فریت آلفا حداکثر 0.025 درصد در فریت دلتا 0/09 درصد است. کربن در ساختار بلوری گاما Fcc حل شده و محلول جامد آستنیت (Austenite) به دست می آید. حل شوندگی کربن در Fcc اندکی بیشتر بوده و به میزان 2/14 درصد می رسد. با افزایش میزان کربن در آلیاژ آهن تا حداکثر 6/67 درصد،. میتوان فاز کاربید آهن یا سمنتیت (Cementite) را به دست آورد که ساختاری ترد و شکننده دارد.
میزان حداکثر انحلال کربن در آهن برای فازهای مختلف. در دماهای مختلف روی می دهد و فولادهای مختلف را از یکدیگر متمایز می سازد. با توجه به آلیاژ فولاد و نرخ سرد کردن آن پرلیت (Pearlite) یا مارتنزیت (Martensite) میتواند تشکیل شود. مارتنزیت هنگام سرد شدن سریع آلیاژ فولاد به دست می آید. میزان کربن موجود در فولاد معمولاً بین 0.025 تا 2/14 درصد تغییر می کند. آلیاژهای آهن با کربن بین 2/14 تا 6/67 درصد چدن نامیده میشود. خواص چدن و فولاد به درصد کربن، فلزهای آلیاژ دهنده و عملیات حرارتی انجام شده بر روی آنها بستگی دارد.
آهنیا واژه آنگلوساکسون به معنی فلز مقدس است. نماد آهن Fe از واژه لاتین Femum اقتباس شده است. آهن دومین فلزفراوان و جهارمین عنصر فراوان در پوسته زمین. با فراوانی 5 درصد و ششمین ماده باریونی فراوان در کهکشان راه شیری می باشد.
آهن فلزی خالص کاربرد بسیاری محدودی. در مهندسی دارد چون دارای استحکام بسیار پایین و مقاومت اندک در برابر خوردگی است. آهن خالص جامد بین دمای محیط و دمای ذوبش، دچار دو تغییر در ساختمان بلوری می شود. آهن یک ساختار بلوری در دماهای پایین و خیلی زیاد و یک ساختار بلوری در دماهای بینابین دارد .زیر 912 درجه سانتیگراد، آهن دارای ساختار بلوری مکعب مرکزدار _bcc_ است.
این ماده، آهن آلفا a-iron نامیده میشود. در دماهای بالاتر از 1395 تا نقطه ذوب، آهن همچنان دارای ساختار بلوری bcc است. و در این دامنه دمایی به آن آهن دلتا (δ iron) می گویند. در دماهای متوسط بین 912 درجه سانتیگراد تا 1395 درجه سانتیگراد ساختمان بلوری آهن،. مکعب با وجوه مرکزدار fcc است و آهن گاما (γ – iron) نامیده می شود. نحوه چیدمان اتم ها در ساختارهای آهن قابل مشاهده می باشد.
دامنه وسیعی از مواد اولیه در فرآیندهای مختلف فولادسازی مورد استفاده قرار می گیرد. کیفیت این مواد اولیه، بازده تولید و میزان مصرف انرژی را تحت تأثیر قرار می دهد. بر اساس ماهیت و نوع کاربری، این مواد را میتوان به صورت زیر دسته بندی نمود.:
سخت کاری سطحی قطعات با استفاده از آلیاژهای استلایت
سخت کاری
سختکاری سطحی قطعات صنعتی با استفاده از سوپرآلیاژهای پایه کبالت استلایت یکی از چالش های صنعتگران است. آلیاژهای استلایت به علت خواص منحصر به فرد خود در کاربردهای بسیاری در صنایع مختلف مورد استفاده قرار گرفته اند.
زمانیکه که حفظ سختی در دمای بالا، شرایط خورنده و انواع مکانیزم های سایش مطرح باشند. استلایت ها به خوبی برتری های خود را به نمایش می گذارند.
معمولاً آلیاژهای مقاوم به سایش، مقاومت به خوردگی بالایی ندارند. یا آلیاژهای مقاوم به حرارت، نظیر اینکونل ها و اینکولوی ها، مقاومت به سایش پایینی دارند. ولی آلیاژهای استلایت بطور همزمان می توانند در سه جبهه با این مکانیزم های مخرب فلزات بجنگند.
آلیاژهای استلایت مقاومت به سایش چسبان (Galling) بسیار خوبی دارند. به همین دلیل در شرایطی که آب بندی فلز روی فلز نیاز باشد. گزینه ی بسیار مناسبی هستند. این ویژگی باعث شده تا در صنایع شیرآلات خاص صنعتی. پمپ های فرآیندی و کنترل ولوها شاهد به کارگیری آلیاژهای استلایت در سیت، گیت، بال و … باشیم.
حفظ سختی و مقاومت به سایش در دمای بالا در آلیاژهای استلایت باعث شده. تا در فرآیندهای شکل دهی گرم فلزات، نظیر اکستروژن و کشش سیم کاربردهای زیادی پیدا کرده باشند.
مقاومت به خوردگی در فلز مذاب، باعث شده. تا در ساخت قطعات تحت سایش در وان های فلزات مذاب. بتوان آلیاژهای استلایت را بکارگیری کرد.
در این نوشتار، اصول کلی سخت کاری سطی قطعات صنعتی با استفاده از آلیاژهای استلایت. به روش جوشکاری مورد بحث قرار گرفته است. امید است این مطلب مورد استفاده ی صنعتگران بومی ساز قطعات خاص قرار گیرد.
هریک از این روشها دارای نقاط قوت و ویژگیهای خاص خود هستند. به عنوان مثال در روش HVOF، سرعت پاشش ذرات به مافوق صوت رسیده. و دمای سطح قطعه نسبت به روشهایی مانند TIG یا PTA بسیار پایین تر است. این روش چگالی ایجاد می کند. ولی ضخامت حاصل از آن معمولاً کمتر از یک میلی متر است.
روش PTA که در آن پودر فلز استفاده میشود. قابلیت اتوماتیک شدن خوبی دارد. این روش نرخ رسوب گذاری بالایی داشته و رقیق شدن توسط آهن زیر لایه کمتر در آن اتفاق می افتد.
شکل 1 انواع روش های پوشش دهی را به صورت شماتیک نشان می دهد.
برای بررسی نکات فنی با اهمیت در سخت کاری سطحی. به روش های جوشکاری توسط آلیاژهای استلایت. موضوع را بر اساس – جنس زیر لایه در سه گروه کلی زیر بررسی می کنیم.
جوشکاری استلایت بر روی فولادهای کربنی.
جوشکاری استلایت بر روی فولادهای آلیاژی، مارتنزیتی و فولادهای ابزار.
جوشکاری استلایت بر روی فولادهای زنگ نزن آستنیتی و داپلکس
آلیاژهای استلایت آلیاژهایی با پایه ی کبالت هستند. مهم ترین عناصر آلیاژی استلایت ها، عناصر کربن، کروم، تنگستن، مولیبدن و نیکل می باشند.
همانطور که گفته شد. استلایت ها مقاومت بسیار خوبی به گالینگ و سایش چسبان فلز روی فلز دارند. این آلیاژها نیاز به روانکاری کمی داشته و ضریب اصطکاک پایینی دارند. به همین دلیل نسبت به Siding Wear مقاومت خوبی دارند. علاوه بر این آلیاژهای استلایت نسبت به اکسیداسیون دمای بالا، کاویتاسیون و فرسایش مقاومت مناسبی دارند.
روش تولید می تواند. بر سختی حاصل از یک آلیاژ اثرگذار باشد. شکل 2 سختی Stellite 6 حاصل از روش های گوناگون تولید در دماهای مختلف را نشان می دهد.
نظیر هر گروه از آلیاژهای دیگر، هر گرید استلایت برای یک دسته کاربرد خاص طراحی می شود. و بر همین اساس ترکیب شیمیایی آن تنظیم می شود.
به عنوان مثال آلیاژهایی که جنبه ی مقاومت به خوردگی آنها بالاست. معمولاً دارای کروم 28 تا 32 درصد بوده و خواص خوردگی نظیر فولاد زنگ نزن 316 دارند.
به علت نقش اساسی کربن در ایجاد مقاومت به سایش یا مقاومت به خوردگی، آلیاژهای استلایت را می توان. به دو دسته ی کلی زیر تقسیم بندی کرد.
استلایت های کاربیدی (درصد C > 0/08 )
این استلایتها توسط کاربیدهای کروم، تنگستن و یا مولیبدن استحکام می یابند. و به دو صورت هیپویوتکنیک (کاربیدهای M22C6) نظیر استلایت 6. و هایپریوتکتیک (کاربیدهای M7C3) نظیر استلایت 1 گروه بندی می شوند.
استلایتهای محلول جامد (C< 0/4)
این دسته از آلیاژهای استلایت معمولاً مقاومت به ضربه و مقاومت به خوردگی مناسب تری نسبت به گروه اول دارند. این دسته را به دو گروه زیر میتوان متمایز کرد.
شکل 3 ریز ساختار بعضی از آلیاژهای استلایت را نشان می دهد.
جدول 1 – ترکیب شیمیایی آلیاژهای معروف استلایت
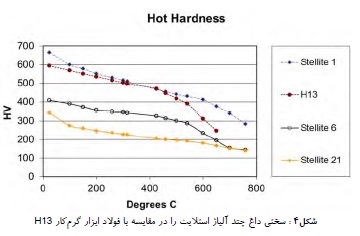
یک ویژگی مهم آلیاژهای استلایت مقاومت به سایش در دمای بالاست. سختی همواره به عنوان یک پارامتر ملموس برای ارزیابی مقاومت به سایش تلقی می شود. ولی این معیار همیشه نمی تواند. ارزیابی صحیحی به ما ارائه دهد. در آلیاژهای استلایت به علت وجود ذرات کاربیدهای تنگستن. مقاومت به سایش بالاتری نسبت به یک فولاد با همان عدد سختی حاصل می شود.
شکل 4 سختی داغ چند آلیاژ استلایت را در مقایسه با فولاد ابزار گرم کار H13. در دماهای مختلف نشان می دهد.
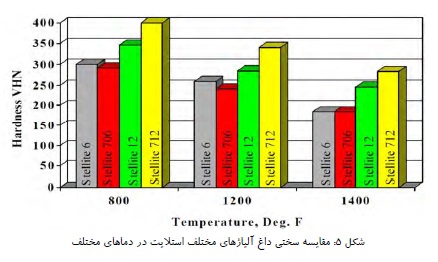
شکل 5 نیز سختی داغ آلیاژهای مختلف استلایت را در دماهای مختلف مقایسه می کند.
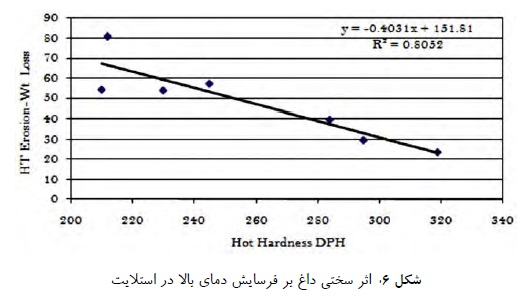
شکل 6 اثر سختی داغ بر فرسایش دمای بالا در استلایت 1 را نشان می دهد. همان طور که دیده می شود. افت سختی از DPH 320 به 220 باعث دو برابر شدن فرسایش داغ شده است.
فولاد های سادۀ کربنی که به فولادهای غیر آلیاژی نیز شناخته می شوند. در سیستم کد گذاری بین المللی UNS با حرف G آغاز می شوند. این فولادی در سیستم AISI و SAE بصورت 10XX ,11XX,12XX و 15XX شناسایی می شوند.
در بازار ایران معروف ترین گریدهای این فولادها را می توان. St37 – St13 – St14 – St14 – St44 – St22 – St52 در فولادهای ساختمانی و Ck22 – Ck45 – Ck35 – Ck60 در فولادهای صنعتی نام برد.
بصورت کلی جوش پذیری یک فولاد با سختی پذیری آن نسبت مستقیم دارد. و هر چه سختی پذیری افزایش یابد. جوش پذیری پایین می آید. این موضوع بخاطر شکل گیری یک لایۀ ترد. در منطقۀ متأثر از حرارت زیر جوش (HAZ) در داخل فلز پایه می باشد.
وقتی سختی پذیری یک فولاد بالا باشد. در اثر سریع سرد شدن منطقۀ زیر جوش، فازهای ترد مارتنزیتی تشکیل می شود. که مقاومت به ضربۀ پایینی دارد. این مسأله وقتی کربن بالاتر از 0/5 درصد باشد. اهمیت فراوانی می یابد.
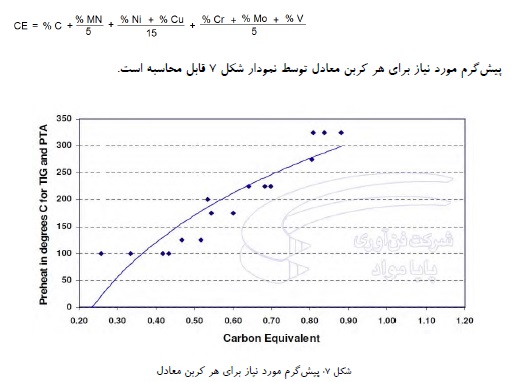
برای کاهش سرعت سرد شدن، بهترین روش پیش گرم کردن قطعۀ کار می باشد. برای تعیین میزان پیش گرم مورد نیاز و ارزیابی جوش پذیری یک فولاد. از معیاری با عنوان کربن معادل (CE) استفاده می شود. این معیار مستقیماً ترکیب شیمیایی یک فولاد را به جوش پذیری آن ارتباط داده. و از طریق رابطۀ زیر محاسبه می شود.
بعنوان مثال می توان مشاهده کرد. برای فولادهایی مثل St37 , St12 که کربن معادلی در حدود 0/2 دارند. هیچ پیش گرمی نیاز نیست. اما برای فولادهایی مثل Ck45 که کربن معادل آن حدود 0/5 می باشد. به حدود 170 درجۀ سانتی گراد پیش گرم نیاز است.
برای استفاده از این نمودار به دو نکته باید توجه کرد. یکی اینکه این پیش گرم با هدف جلوگیری از سریع سرد شدن منطقۀ کنار جوش می باشد. و بنابراین اندازۀ قطعه نیز اثر گذار است. و دیگر اینکه پیش گرم همواره می تواند. مفید باشد زیرا اثر رطوبت یا چربی موجود بر روی قطعه و همچنین تنش های انقباضی را کاهش می دهد.
هرچه که کربن معادل از 0/5 بیشتر باشد. تشکیل مارتنزیت اجتناب ناپذیر است.
در این شرایط عملیات حرارتی پس از جوشکاری PWHT ضروری می شود.
انتخاب دمای این عملیات حرارتی با توجه به گرید فولاد انتخاب می شود. و معمولاً 50 درجه ی سانتی گراد پایینتر از دمای تمپر همیشگی آن فولاد است. معمولاً قطعات جوشکاری شده بلافاصله پس از جوشکاری بمدت یک تا دو ساعت در کورهه قرار می گیرند.
جوشکاری استلایت بر روی سطح فولادهای زنگ نزن بسیار متداول است. انجام اینکار کاملاً متفاوت از فولادهای کربنی، کم آلیاژ و ابزار است. در اینجا کربن معادل اهمیت چندانی ندارد. ولی مهم این است که بدانیم چه گروه و گریدی را سخت کاری می کنیم.
شکل 8 مهمترین گریدهای فولادهای زنگ نزن آستنیتی را نشان می دهد. در فولادهای زنگ نزن آستنیتی، نظیر 304 و 316، شکل گیری فاز ترد. در منطقۀ متأثر از حرارت زیر جوش رخ نمی دهد. زیرا وجود مقادیر بالای نیکل مانع از تبدیل شبکه FCC آستنیت به شبکۀ BCC مارتنزیت می شود.
برا مطالعه ی بیشتر به ادامه ی مطلب مراجعه کنید
برای جوشکاری سطحی استلایت روی این گروه. دمای پیش گرم 50 درجه سانتی گراد تا 150 درجه سانتی گراد کافی است. و پس از جوشکاری قطعه باید به آرامی سرد شود.
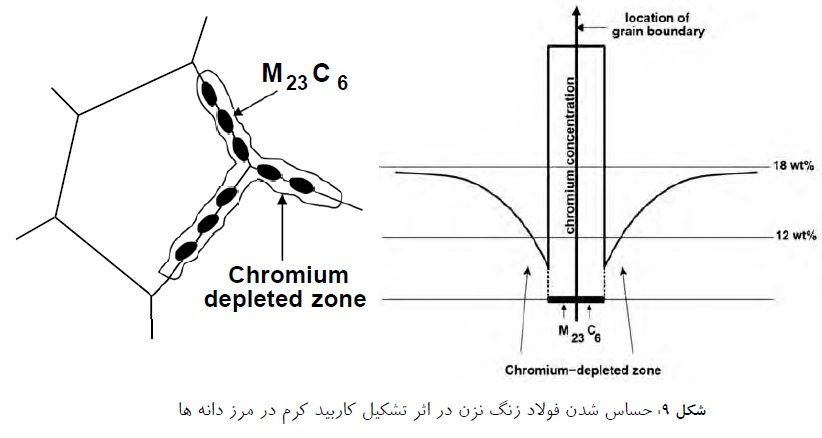
مشکل اصلی در جوشکاری سطحی فولادهای زنگ نزن، ورود کربن از آلیاژ استلایت به منطقۀ متأثر از حرارت است. با توجه به مقادیر بالای کربن در اکثر آلیاژهای استلایت، این پدیده به سادگی روی می دهد. کربن وارد شده به منطقۀ کنار جوش در فولاد زنگ نزن، باعث ایجاد پدیدۀ حساس شدن می شود. این فرآیند که از آن به خوردگی کنار جوش نیز یاد می شود.
در اثر تشکیل کاربید کروم در مرز دانه های فولاد زنگ نزن ایجاد می شود. شکل 9 این پدیده را از نقطه نظر میکروسکوپی نشان می دهد. تشکیل کاربید کروم در مرز دانه ها باعث می شود. تا لایۀ محافظ اکسید کروم پیوسته روی سطح فولاد زنگ نزن در منطقۀ متأثر از حرارت شکل نگرفته. و مقاومت به خوردگی این ناحیه به شدت کاهش یابد.
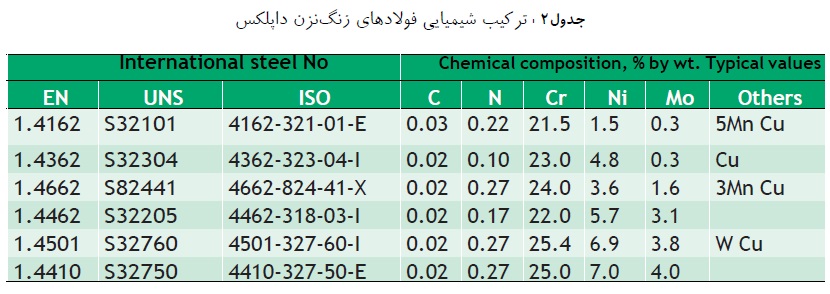
ساختار میکروسکوپی فولادهای زنگ نزن داپلکسشامل دانه های فریت و آستنیت تقریباً با نسبت برابر می باشد. این گروه فولادهای زنگ نزن معمولاً مقاومت به خوردگی تنشی بهتر و استحکام و سختی بالاتری. نسبت به فولادهای زنگ نزن آستنیتی دارند. داپلکس ها کاربردهای وسیعی در صنایع نفت و گاز و پتروشیمی دارند. مقاومت در محیطهای کلریدی، استحکام کششی بالا و مقاومت به کاویتاسیون دلیل این امر است.
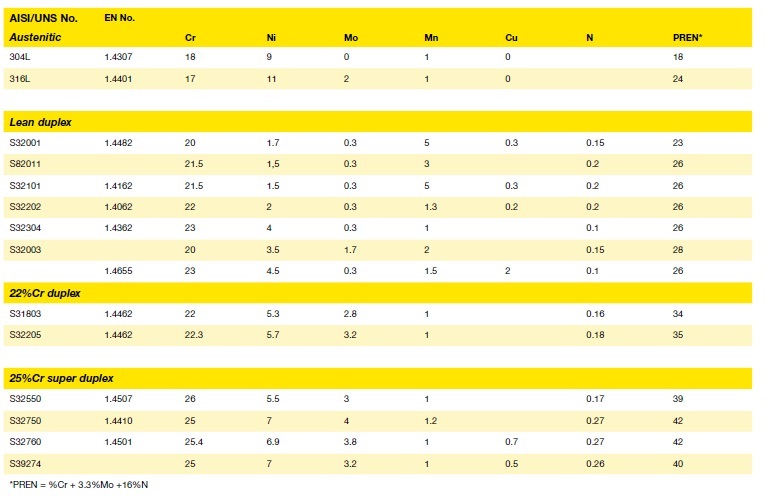
جدول 2 ترکیب شیمیایی فولادی زنگ نزن داپلکس را نشان می دهد.
در اثر سخت کاری سطحی توسط جوشکاری، داپلکس ها هم مانند فولادهای زنگ نزن آستنیتی حساس شده. و دچار خوردگی منطقۀ کنار جوش می شوند. علاوه بر این در این فولادها امکان تشکیل فازهای ترد ثانویه در زیر لایۀ جوشکاری شده وجود دارد. این فازهای ثانویۀ ترکیبات بین فلزی، کاربیدها و نیتریدهایی هستند. که در اثر قرار گرفتن در دمای بالا تشکیل می شوند. و مقاومت به خوردگی و یا چقرمگی را کاهش می دهند.
از نقطه نظر سخت کاری سطحی، بزرگترین مشکل کار با این فولادها تشکیل فازهای تردی نظیر سیگما.چی، و آلفا پرایم در مدت زمان کوتاه سیکل حرارتی حاصل از جوشکاری است.
این فازها در محدوده دمایی 300 درجه سانتی گراد تا 1000 درجه سانتی گراد تشکیل می شوند. طبیعی است که در حین جوشکاری مطنقۀ وسیعی در زیر جوش در این ناحیۀ حرارتی ترد شدن قرار می گیرند. به همین دلیل بهتر است. فولادهای داپلکس پیش گرم نشوند.
بسته به هندسه و ابعاد قطعات و همچنین گرید استلایت مورد استفاده باید سریع تر نرخ سرد شدن ممکن. برای دماهای بین پاسی و آخر کار در نظر گرفته شود. تا منطقه متأثر از حرارت در زمان کمتری در محدوده دمایی ترد شدن قرار گیرد. دمای بین پاسی بهینه برای این فولادها در محدوده 150 درجه سانتی گراد تا 200 است.
البته راهکار بهتر استفاده از یک لایه بافری زیر لایه استلایت می باشد. استفاده از سوپرآلیاژ پایه نیکلInconel 625 به عنوان اولیه لایه جوشکاری شده بدون انجام هیچ پیش گرمی می تواند. ریسک پدیده های فوق الذکر را تا حد زیادی کاهش دهد.
یکی از پدیده هایی که در حین سخت کاری سطحی آلیاژهای استلایت. بر روی قطعات صنعتی به وفور دیده می شود. پدیده رقیق شدن است. رقیق شدن معمولاً خود را به شکل افت سختی حاصل از سخت کاری. نسبت به سختی مورد انتظار نشان می دهد. ماجرا از آنجا آغاز می شود. که در حین جوشکاری سطحی، مقداری از فلز زیر لایه یا همان قطعه در لایه استلایت حل می شود. و در نتیجه مقدار آهن موجود در لایه را نسبت به ترکیب استاندارد استلایت افزایش می دهد. این وضعیت اثرات زیر را به همراه دارد.
کاهش مقاومت به خوردگی آلیاژ استلایت در محیط های با خورندگی بالا. در اثر کاهش درصد کروم لایه سطحی، هرچند در این شرایط ممکن است. مقاومت به خوردگی استلایت از بسیاری فولادهای زنگ نزن بالاتر باشد.
افت سختی حاصل از جوشکاری استلایت
کاهش مقاومت به سایش در اثر افزایش انرژی نقص در چیده شدن اتم ها برای زمینه کبالتی. که اثر بالایی به خصوص بر مقاومت به گالینگ دارد.
کاهش کربن محتوای لایه استلایت که کاهش سختی و مقاومت به انواع سایش را به همراه دارد.
رقیق شدن به آهن و یا نیکل باعث کاهش حجم فازهای تردی نظیر کاربیدها شده. و مقاومت به ضربه لایه را افزایش می دهد.
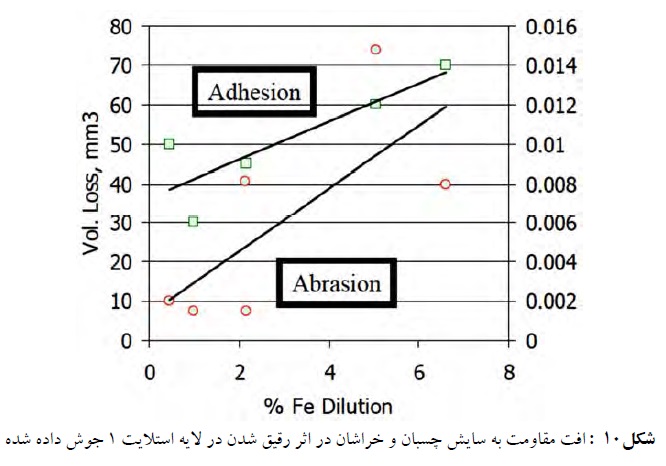
همانطور که در شکل 10 دیده می شود. 6 درصد رقیق شدن توانسته است. مقاومت به سایش خراشان استلایت 1 را تا 6 برابر و سایش چسبان را تا حدود دو برابر کاهش دهد.
رقیق شدن پدیده ای غیر قابل اجتناب است. اما سوال اینجاست که تا چه حد مجاز می باشد. پاسخ این سوال با دانستن شرایط کاری نظیر خورندگی محیط، مقاومت به سایش مورد نیاز، سختی قطعات درگیر با قطعه. ضخامت لایه مورد نیاز، مقدار ماشین کاری پس از جوشکاری و … داده شود.
هرچه تعداد پاس های جوش داده شده افزایش یابد. اثر رقیق شدن به ویژه در لایه های رویین کمتر می شود. بهتر است فرآیند کار به نوعی طراحی شود. که پس از ماشین کاری حداقل 2 میلی متر از لایه استلایت روی سطح باقی مانده باشد.
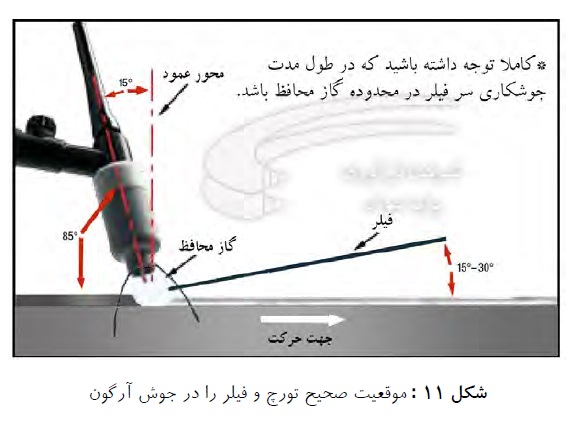
پارامترهای جوشکاری، هندسه جوش، مهارت جوشکار، ضخامت لایه اولیه جوشکاری شده. و جنس زیر لایه بر رقیق شدن تأثیر گذار است. شکل 11 موقعیت صحیح تورچ و فیلر را در جوش آرگون نشان می دهد.
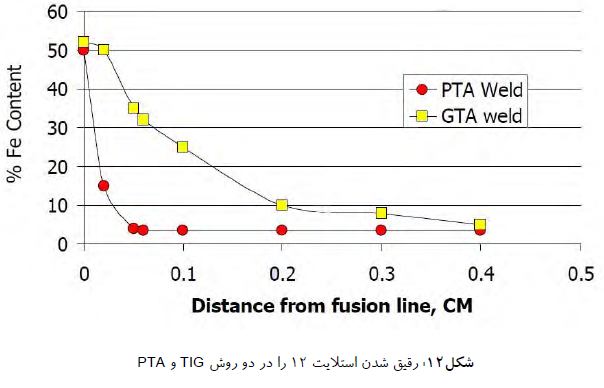
مقدم بر پارامترهای فرآیند، نوع خود فرآیند بر میزان رقیق شدن تأثیر به سزایی دارد. شکل 12 رقیق شدن استلایت 12 را در دو روش TIG و PTA مقایسه کرده است. همانطور که دیده می شود. رقیق شدن استلایت از مقدار 50 درصد آهن در خط ذوب. به سرعت به حدود 5 درصد در فاصله حدود 4 میلیمتری از خط ذوب فلز پایه می رسد. روش PTA رقیق شدن کمتری را نسبت به روش FTG نشان می دهد. دقت شود که این دو روش در شرایط تنظیم بهینه پارمترها با هم مقایسه شده اند.
همانطور که مشاهده می شود. در روش PTA در فاصله یک میلی متر از خط ذوب، رقیق شدن به کمتر از 10 درصد می رسد.
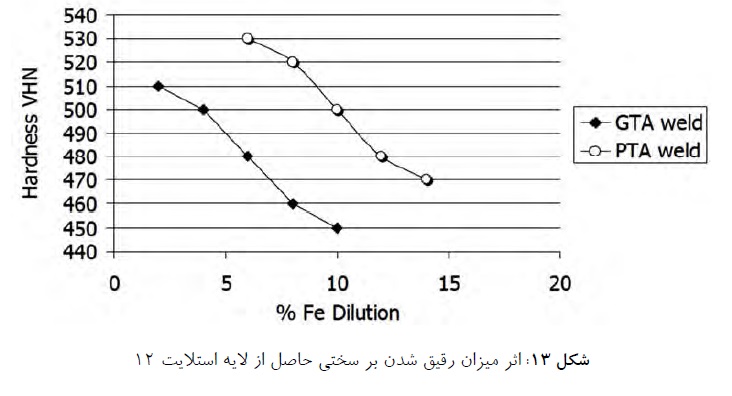
اثر میزان رقیق شدن بر سختی حاصل از لایه استلایت 12 در شکل 13 نشان داده شده است.
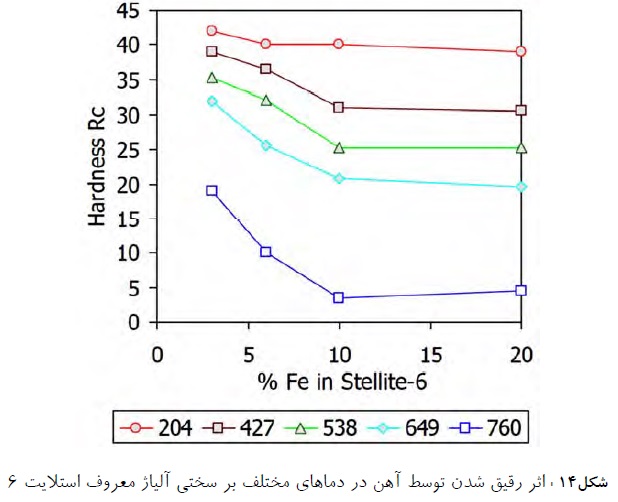
شکل 14 اثر رقیق شدن توسط آهن در دماهای مختلف بر سختی آلیاژ معروف استلایت 6 را نشان می دهد. همانطور که دیده می شود. رقیق شدن بیش از 10 درصد در دماهای مختلف اثر زیادی نداشته. و نمودار بین 10 تا 20 درصد در دماهای مختلف به شکل صاف است.
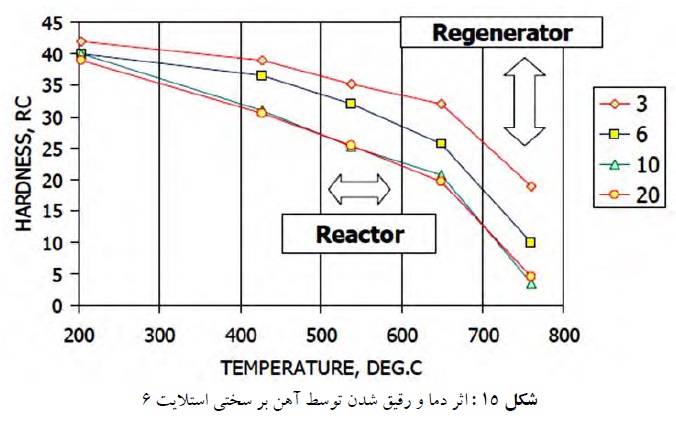
شکل 15 اثر دما و رقیق شدن توسط آهن بر سختی استلایت 6 را مشخص می کند. همانطور که دیده می شود. با افزایش دما تأثیر رقیق شدن بر افت سختی لایه استلایت بیشتر می شود.
فولاد ضد زنگ داپلکس- جوشکاری فولاد ضد زنگ به روش ESAB. طیف کاملی از مواد مصرفی برای تمام گریدهای داپلکس و فرآیند جوشکاری مواد مصرفی داپلکس با کیفیت بالاو پشتیبانی فنی
فولاد ضد زنگ داپلکس
طیف (دسترسی) کاملی از مواد مصرفی برای همه گریدهای داپلکس و فرآیندهای جوشکاری
فولادی ضد زنگ داپلکس (آستنیتی/فریتیک) یک خانواده بزرگ را شامل میشود. که از درجه های آلیاژ پایین تر. از طریق درجه های 22% cr به طور گسترده ای برای گیردهای فوق آلیاژی فوق العاده داپلکس و هترو داپلکس. برای کاربردهای بیشتر مورد استفاده قرار می گیرد.
همه آنها به لطف ریزساختار دو فازی متشکل از تقریباً ترکیبی جذاب از مقاومت بالا. و مقاومت در برابر خوردگی مناسب را ارائه می دهد. که شامل 50% فریت و 50% آستنیت است.
فولادهای ضد زنگ داپلکس به طور معمول در مقایسه با فولادهای زنگ نزن آستنیتتی با مقاومت در برابر خوردگی. دو برابر قدرت تسلیم دارند.
گریدهای داپلکس ناب
در طول سالهای اخیر تعدادی از فولادهای ضد زنگ داپلکس ناب بعنوان گزینه های مقرون به صرفه. برای گریدهای آستنیتی استاندارد مانند L304 معرفی شده اند. ( 1.4307) و L316 – (1.4401)
از فولادهای داپلکس در بسیاری پروژه ها برای ساخت نیروگاه های آب شیرین کن. لوله ها، مخازن ذخیره سازی، مخازن تحت فشار،پل های دریایی، پل های متحرک و… بکار گرفته می شوند.
هیچ تعریف روشنی از فولادهای ضد زنگ لاغر داپلکس وجود ندارد. اما این اصطلاح معمولاً برای گیردهای بدون Mo با محتوای (حجم) کم Ni استفاده میشود.
بعضی از Ni در فولادهای ضد زنگ داپلکس اغلب با ترکیبی از Mn و N جایگزین می شود. تا ضمن حفظ مقاومت، مقاومت در برابر خوردگی و تعادل فاز مناسب، هزینه آلیاژ را به حداقل خود نگه دارد.
طیف کاملی از مواد مصرفی برای همه گریدهای داپلکس و فرآیندهای جوشکاری
همچنین گریدهایی با محتوای Mo متوسط با افزودنیهای قابل توجهی چون مس وجود دارد. که غالباً به عنوان درجه های لاغر توصیف می شوند. همانطور که در جدول شماره 1 مشاهده می شود. گریدهای داپلکس به طور معمول دارای مقاومت در برابر خوردگی حفره ای بهتر با هم تراز. با درجه های استاندارد آستنیتتی هستند.
مواد مصرفی ESAB توصیه شده
مواد مصرفی داپلکس، داپلکس و سوپر داپلکس به گونه ای طراحی شده اند. که حداقل خواص مکانیکی منطبق و مقاومت در برابر خوردگی را می توان تضمین کرد. بنابراین تقویت کننده آستنیت در مقایسه با درجه فولاد مربوطه، از عناصر بیشتری برخوردار هستند. تا از محتوای (حجم مقدار) فریت فلز جوش زیاد جلوگیری کنند.
به استثنای موارد کمی، تمام گیردهای لاغر (ناب) داپلکس را می توان با مواد مصرفی نوع 2209 جوش داد. که خصوصیات مکانیکی عالی و مقاومت در برابر خوردگی دارند.
به این حال، مواد مصرفی داپلکس ناب، مقرون به صرفه تر هستند. و از نظر متالورژی برای ایجاد خواص جوشکاری مشابه مواد پایه طراحی شده اند.
همچنین برخی از کاربردها وجود دارد که Mo تأثیر منفی بر مقاومت در برابر خوردگی دارد. و باعث می شود. مواد مصرفی از نوع 2209 کمتر مناسب شوند.
با این وجود تراز نازک آلیاژ MO S32003 ترجیحاً جوش داده می شود. با مواد مصرفی نوع 2209 برای اطمینان از تطابق مقاومت در برابر خوردگی.
جوشکاری فولاد ضد زنگ داپلکس به روش ESAB
قبل از جوشکاری
برای دستیابی به نفود خوب باید از شکاف ریشه (پایه). و زاویه اتصال کمی وسیعتر از آنچه برای فولاد ضد زنگ استاندارد استفاده می شود، استفاده کرد.
برای تسهیل جوشکاری ریشه زدن (پایه) از پشت سرامیک استفاده کنید.
اتصال و فلز پایه مجاور باید کاملاً تمیز شود.
فقط باید از برس ضد زنگ برای تمیز کردن استفاده شود.
پیش گرمایش به طور معمول توصیه نمی شود.
همیشه باید از الکترودهای خشک استفاده شود.
ESAB می تواند الکترودهای داپلکس ار در ESAB VacPac تهیه کند.
یک سیستم مؤثر برای اداره الکترودهای جوشکاری است.
مصرف متناسب دو بسته در هنگام یک شیفت کاری عادی است.
این روشهای خشک کردن مجدد پر هزینه را از بین می برد.
ورودی گرما و واسطه
توصیه های دما
ورودی گرما 0.5 – 1.5 کلیوژول بر میلی متر و Timax = 150 درجه سانتی گراد برای گریدهای داپلکس بدون چربی. به عنوان مثال : UNS S32101 ورودی های گرما به بالا تا kj/mm 2.5 در بیشتر موارد می تواند باشد. اعمال می شود.
ورودی گرما kj/mm 2.5-0.5 و Timax = 200 درجه سانتیگراد برای درجه های داپلکس. به عنوان مثال UNS S31803، EN 1.4462.
ورودی گرما: 1.5-0.2 کلیوژل بر میلی متر و Timax = 150 درجه سانتی گراد برای درجه های فوق العاده داپلکس. به عنوان مثال: UNS S32750.
گازهای محافظ و پشتیبان
مخلوط TIG Ar یا Ar-He.
MIG Ar-O2.
Ar-CO2، (1-3) یا Ar-He-O2 مخلوط (1-3).
FCAW Ar-CO2 مخلوط (25%) یا CO2 خالص.
هنگام جوشکاری ورودی گرما باید مربوط به ضخامت صفحه و روش جوشکاری باشد. از ورود حرارت خیلی کم یا خیلی زیاد باید خودداری شود.
فولادهای سوپر داپلکس به ویژه در برابر گرمای زیاد ورودی و دمای بین دنده حساس هستند.
گرمای ورودی
هنگام جوشکاری صفحه نازک نباید بیش از 1 کیلو ژول بر میلی متر باشد.
از زدن قوس خارج مفصل خودداری کنید. ضربات قوس می تواند به عنوان نقاط شروع برای خوردگی و ترک خوردگی حفره ها عمل کند.
برای جلوگیری از جمع شدن نیتروژن، طول قوس و بیرون کشیدن مناسب را حفظ کنید.
محافظ صحیح گاز ریشه مهم است. گازهای پشتیبان مناسب Ar با خلوص بالا و مخلوط حاوی N2 و H2 هستند. باید از بافت بیش از حد خودداری شود. این می تواند منجر به ورود بیش از حد گرما شود.
بعد از جوشکاری
تمیزکاری کامل بعد از جوشکاری برای دستیابی به مقاومت در برابر خوردگی بسیار ضروری است. تمام سرباره ها و اکسیدهای موجود در جوش و اطراف آن باید از بین بروند.
برس زدن باید به صورت دستی و فقط برس ضد زنگ انجام شود. برس های دوار (چرخشی) می توانند باعث ایجاد شکاف های ریز در فلز جوش شوند.
عملیات حرارتی بعدی به طور معمول مورد نیاز نیست. با این وجود، فولادهای داپلکس و فلزات جوشکاری می توانند از راه حل حرارتی استفاده شوند.
باید از کاهش استرس خودداری کرد. زیرا این امر می تواند باعث خرد شدن فولاد و فلز جوش شود.
اگر از روش توصیه شده از طرف تأمین کننده فولاد دنبال شود. می توان از شعله ور شدن صفحات تغییر شکل یافته استفاده کرد.
جوشکاری یک طرفه برای ساخت صفحه تولیدی ESAB
یک گزینه بسیار پربازده ، به استاندارد دو طرفه اتصال پانل ها در تانکرهای شیمیایی. با استفاده از یک طرفه SAWOSW روش های جوشکاری. با پشتوانه ویژه شار و با پشتیبانی از پشتی مس.
با استفاده از این روش، پنل ها نیازی به این کار ندارند . از ایستگاه جوشکاری منتقل شوند. چرخانده و قبل از اتمام جوشکاری جایگزین شده است. در عوض، مفصل (بند) رای می توان از یک طرف تکمیل کرد.
گفته می شود، این یک گزینه مقرون به صرفه است. که می تواند با هزینه کم، کار به راحتی اجرا شود.
پیش بینی محتوای فریت
تعادل فاز فلز جوش و گرما
منطقه آسیب دیده (HAZ) حیاتی است. که نوبت به آن می رسد. بدست آوردن خواص خوب در جوش فولاد ضد زنگ داپلکس.
فریت بیش از حد بالا باعث شکنندگی می شود. در حالی که کمبود فریت باعث از بین رفتن مقاومت در برابر ترک خوردگی در برابر تنش می شود.
محتوای فریت فلز جوش
باید به طور معمول در محدوده FN 30-100 باشد. (تقریباً 22-70%)
نمودار WCR – 92 ابزاری مفید برای محاسبه محتوای فریت فلزات جوشکاری است.
در فعالیت انجام شده
1- مواد پایه، SAF 2205 (EN 1.4462)، دوباره ذوب شده است.
2- فلز جوش MMA داپلکس، با OK 67.50 رسوب داده شده است.
3- فلز جوش MG داپلکس، با OK Autrod 16.86 رسوب داده شده است.
4- فلز جوش Super Duplex MMA، با OK 68.53 نهشته شده است.
X محل جوشکاری در SAF 2205 (EN 1.4462) جوش داده شده با OK 67.50 الکترود MMA با فرض رقت 30%.
نمودار وضوح WRC 1992 Crew و Nieg فولاد و فلز تمام جوشکاری از ترکیبات شیمیایی آنها محاسبه شده. روی نمودار رسم شده و توسط یک خط به هم متصل شده اند.
این خط تمام ترکیب ممکن را از فلز جوش برای درجات مختلف محلول نشان می دهد.
در مثال حاضر، 30% محلول بوده است. و استفاده شده و محتوای فریت پیش بینی شده. از جوش تقریباً FN 45 است.
راهنمای جهانی در زمینه جوشکاری و برشکاری
فن آوری و سیستم ها ESAB در خط مقدم فناوری جوشکاری و برشکاری فعالیت می کند.
بیش از صد سال پیشرفت مداوم در محصولات و فرآیندها. این شرکت را قادر می سازد تا در هر بخشی که ESAB فعالیت کند. با چالش های پیشرفت فن آوری روبرو شویم.
کیفیت و محیط
استانداردها
کیفیت، محیط زیست و ایمنی سه حوزه اصلی تمرکز هستند. ESAB یکی از معدود شرکت های بین المللی است که به استانداردهای ISO 14001 و OHSAS 18001 دست یافته است.
محیط زیست، بهداشت و ایمنی
سیستم های مدیریتی در کل امکانات تولید جهانی ما.
در ESAB کیفیت مداوم است. فرآیندی که در قلب تما فرآیندها و امکانات تولید ما در سراسر جهان قرار دارد. تولید چند ملیتی، محلی، نمایندگی و بین المللی. شبکه توزیع کنندگان مستقل مزایای کیفیت ESAB را به همراه دارد. و تخصص بی نظیر در زمینه مواد و فرآیند ها در دسترس همه مشتریان ما در هر جایی که. ساکن هستند.
ESAB مواد مصرفی جوش را به عنوان بخشی از طیف گسترده ای از سیمها و الکترودهای سیم جوشکاری. از جنس استنلس استیل، داپلکس- از جمله فولاد ضد زنگ لاغر و فوق العاده داپلکس – ارائه می دهد.
با انتخاب ESAB برای استفاده ، مشتریان می دانند. که از پشتیبانی فنی یکی از بزرگترین تأمین کنندگان مواد مصرفی جوشکاری در جهان برخوردار هستند.
ESAB تخصص و تجربه کاربردی را برای به اشتراک گذاشتن با شما دارد. هرگونه خطر از نظر مشکلات کیفیت، گران بودن را به حداقل می رساند.
ESAB از طروق گسترده خود قادر به تأمین مشتریان خود در سراسر جهان است.
اطمینان از عملکرد یکسان و با کیفیت بالا. با مشخصات کنترل شده مرکز از نظر : مواد اولیه – روش های آزمایش – سیستم های مدیریت کیفیت: ISO 14001/OHSAS 18001
ESAB : طیف کاملی از تجهیزات جوش و برش، مواد پرکننده و لوازم جانبی. برای هر نوع بخش صنعتی که در آن از فولاد ضد زنگ داپلکس استفاده شده است.
ما در سراسر جهان شبکه ای از دفاتر فروش و توزیع کنندگان را در اختیار شما قرار داده ایم. تا در هر کجا که باشید به شما خدمات و پشتیبانی بدهیم. همه اینها برای کمک به شما در افزایش بهره وری جوشکاری است. همه از یک منبع قابل اعتماد می توانید استفاده کنید.
با همکاری نزدیک با تیم های اصلی، ما از توانایی خود برای مهارت و نوآوری. برای ارائه طیف کاملی از محصولات برش و جوشکاری و لوازم سفارشی مناسب با نیازهای بازار محلی استفاده می کنیم.
راه حل های جهانی ما با سطح اطمینان بخشی از آگاهی از محیط زیست. در مورد مسائل مربوط به بهداشت و ایمنی در هر بخش. و آگاهی کامل از آن چالش های پیش روی جهان گسترده تر است.
طیف گسترده ای مواد مصرفی برای فولادهای ضد زنگ داپلکس
عملکرد مطابق با کیفیت بالا.
پشتیبانی فنی.
طیف کاملی از تجهیزات جوشکاری و برشکاری.
شبکه جهانی.
دفاتر فروش و توزیع کنندگان.
آگاهی زیست محیطی در فن آوری جوشکاری.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )). صنعتگران عزیز، افتخار داریم که سی سال تجربه گرانبهای خویش را. در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی. برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶