کلمهفولادبه آلیاژهایی گفته میشود که حداقل پنجاه درصد آن را آهن تشکیل می دهد. و شامیل یک یا چند عنصر دیگر می باشد. این عناصر معمولاً شامل کربن، منگنز، سیلیسیم، نیکل، کرم، وانادیوم، مولیبدن، تیتانیوم، نیوبیم و آلومینیوم هستند. کربن به عنوان مهمترین ماده آلیاژی فولاد محسوب می گردد هر چند که ممکن است. در انواع مختلف فولاد، مواد آلیاژی دیگری نیز به میزان زیادتری یافت شود. یا حتی کربن در بعضی از آلیاژهای فولاد ناخالصی محسوب شود.
کربن در آهن bcc حل شده و یک محلول جامد به نام فریت Ferrite تشکیل می دهد. حل شوندگی کربن در فریت آلفا حداکثر 0.025 درصد در فریت دلتا 0/09 درصد است. کربن در ساختار بلوری گاما Fcc حل شده و محلول جامد آستنیت (Austenite) به دست می آید. حل شوندگی کربن در Fcc اندکی بیشتر بوده و به میزان 2/14 درصد می رسد. با افزایش میزان کربن در آلیاژ آهن تا حداکثر 6/67 درصد،. میتوان فاز کاربید آهن یا سمنتیت (Cementite) را به دست آورد که ساختاری ترد و شکننده دارد.
میزان حداکثر انحلال کربن در آهن برای فازهای مختلف. در دماهای مختلف روی می دهد و فولادهای مختلف را از یکدیگر متمایز می سازد. با توجه به آلیاژ فولاد و نرخ سرد کردن آن پرلیت (Pearlite) یا مارتنزیت (Martensite) میتواند تشکیل شود. مارتنزیت هنگام سرد شدن سریع آلیاژ فولاد به دست می آید. میزان کربن موجود در فولاد معمولاً بین 0.025 تا 2/14 درصد تغییر می کند. آلیاژهای آهن با کربن بین 2/14 تا 6/67 درصد چدن نامیده میشود. خواص چدن و فولاد به درصد کربن، فلزهای آلیاژ دهنده و عملیات حرارتی انجام شده بر روی آنها بستگی دارد.
آهنیا واژه آنگلوساکسون به معنی فلز مقدس است. نماد آهن Fe از واژه لاتین Femum اقتباس شده است. آهن دومین فلزفراوان و جهارمین عنصر فراوان در پوسته زمین. با فراوانی 5 درصد و ششمین ماده باریونی فراوان در کهکشان راه شیری می باشد.
آهن فلزی خالص کاربرد بسیاری محدودی. در مهندسی دارد چون دارای استحکام بسیار پایین و مقاومت اندک در برابر خوردگی است. آهن خالص جامد بین دمای محیط و دمای ذوبش، دچار دو تغییر در ساختمان بلوری می شود. آهن یک ساختار بلوری در دماهای پایین و خیلی زیاد و یک ساختار بلوری در دماهای بینابین دارد .زیر 912 درجه سانتیگراد، آهن دارای ساختار بلوری مکعب مرکزدار _bcc_ است.
این ماده، آهن آلفا a-iron نامیده میشود. در دماهای بالاتر از 1395 تا نقطه ذوب، آهن همچنان دارای ساختار بلوری bcc است. و در این دامنه دمایی به آن آهن دلتا (δ iron) می گویند. در دماهای متوسط بین 912 درجه سانتیگراد تا 1395 درجه سانتیگراد ساختمان بلوری آهن،. مکعب با وجوه مرکزدار fcc است و آهن گاما (γ – iron) نامیده می شود. نحوه چیدمان اتم ها در ساختارهای آهن قابل مشاهده می باشد.
دامنه وسیعی از مواد اولیه در فرآیندهای مختلف فولادسازی مورد استفاده قرار می گیرد. کیفیت این مواد اولیه، بازده تولید و میزان مصرف انرژی را تحت تأثیر قرار می دهد. بر اساس ماهیت و نوع کاربری، این مواد را میتوان به صورت زیر دسته بندی نمود.:
نبشی پروفیلی است که سطح مقاطع آن بر خلاف تسمه نوردی و تسمه فابریک و میلگرد ، دو ضلع بر هم عموددارد و یکی از پر کاربردترین محصولات فولادی میباشد. که در بخش های متفاوتی مورد استفاده قرار میگیرد و همینطور مانند میلگرد یکی از مصالح اساسی و پرکاربرد در صنعت و ساختمان سازی میباشد. فرایند تولید نبشی بسیار پیچیده تر از سایر محصولات فولادی است. نبشی ها از لحاظ روش تولید به دودسته ی نبشی پرسی و نبشی فابریک تقسیم مبشوند و از لحاظ شکل ظاهری به دو دسته ی نبشی بال مساوی و نبشی بال نا مساوی تقسیم میشوند.
شرکت خشکه و فولاد پايتخت (( مديريت : جواد دلاکان )) صنعتگران عزيز، افتخار داريم. که سي سال تجربه گرانبهاي خويش را در زمينه عرضه انواع ورق آلياژي. و انواع فولاد آلياژي براي خدمت رساني به شما هموطنان کشور عزيزمان ايران ارائه مي دهيم. پيشاپيش از اينکه شرکت خشکه و فولاد پايتخت را جهت خريد خود انتخاب مي نماييد سپاسگزاريم.ارتباط با ما:
09121224227
09371901807
تلفن: 02166800251
فکس: 66800546
فولاد SPK یا Special k یکی از فولادهای معروف به فولاد ابزار سردکار است.
spk-ساخت تیغه های برش,ابزارهای خان کشی,قالبهای پانج و پولک زنی و ابزارهایی که با آنها عمل شکل دهی سرد انجام میپذیرد.
همچنین فولاد SPK را بعنوان یک فولاد آلیاژی دارای سختی بالا می شناسند. و بعلت وجود کروم بالا و مقاومت به سایش بالایی این نوع فولاد دارد.
عملیات حرارتی فولاد بطور معمول در دمای 930 درجه سانتیگراد جهت سختکاری فرگوته انجام میپذیرد.
در رده بندی فولادهای سردکار علاوه بر فولادهای SPK میتوان به فولاد کاربردی دیگر با نام فولاد آموتیت اشاره نمود.
فولاد آموتیت به استاندارد 1.2510 و با داشتن عنصرهای وانادیوم و تنگستن. موجود در خود علاوه بر خصوصیت های ذکر شده. در فولاد SPK خاصیت اختصاصی دیگری دارد.
فولاد آموتیت را بعنوان فولاد برنده و مقاوم در برابر سایش شناخته میشود.
عملیات حرارتی فولاد معمولاً در دمای 930 درجه ی سانتیگراد جهت سختکاری فرگوته انجام میگردد.
فولاد spk
فولاد آلیاژی SPK بعنوان یک فولاد با استحکام بالا شناخته میگردد و بدلیل دارا بودن CR بالا. مقاومت در برابر سایش قابل قبولی دارد. عملیات حرارتی فولاد SPK معمولاً برای سخت شدن Frogut در دمای 930 درجه سانتیگراد انجام میگردد.
ترکیبات SPK / با ایجاد تفاوت اندک در عنصرهای پایه استیل. و اضافه کردن عنصرهایی چون وانادیوم و تنگستن به آن.فولادهای SPK r و SPK nl تولید میشود. که هر کدام علاوه بر سختی بالا و مقاومت در برابر ساییدگی و ساییش, خصوصیات خاص خود را نیز دارند.
استانداردهای فولاد SPK
فولاد آلیاژی SPK R به شماره استاندارد 1.2436 ……. فولاد آلیاژی SPK NL با شماره استاندارد 1.2379
شرکت خشکه و فولاد پایتخت (( مديريت : جواد دلاکان )) صنعتگران عزيز، افتخار داريم. که سي سال تجربه گرانبهاي خويش را در زمينه عرضه انواع ورق آلياژي. و انواع فولاد آلياژي براي خدمت رساني به شما هموطنان کشور عزيزمان ايران ارائه مي دهيم. پيشاپيش از اينکه شرکت خشکه و فولاد پايتخت را جهت خريد خود انتخاب مي نماييد سپاسگزاريم.ارتباط با ما:
09121224227
09371901807
تلفن: 02166800251
فکس: 66800546
بررسی خواص فولاد زنگ نزن کروفر تولید شده. به روش آلیاژسازی مکانیکی برای استفاده در صفحات اتصال دهنده پیل های سوختی اکسید جامد
پیل های سوختی وسایل تبدیل انرژی هستند. و انرژی شیمیایی سوخت را از طریق انجام جداگانه. دو نیم واکنش الکتروشیمیایی اکسیداسیون و احیاء، مستقیماً به جریان برق تبدیل می کنند. یک پیل سوختی از الکترود آند (در ارتباط با سوخت)، الکترولیت کاتد (در ارتباط با اکسیدان) تشکیل شده است. در بین انواع این پیل ها می توان به پیل های سوختی اکسید جامد اشاره کرد. پیل های سوختی اکسید جامد در دمای تقریباً بالایی (حدود 800 درجه سانتی گراد) کار می کنند. که باعث شتاب بخشیدن به واکنش های الکترودی می شود. در پیل های سوختی برای افزایش بازدهی در بین هر مجموعه سلول، یک صفحه اتصال دهنده قرار می گیرد که این صفحات به دو دسته سرامیکی و فلزی تقسیم بندی می شوند.
فولاد 2080
برای کاهش دمای کاری پیل به جای صفحات سرامیکی می توان از صفحات فلزی استفاده کرد. که یکی از بهترین آن ها فولادهای زنگ نزن فریتی هستند. که بهترین تطابق ضریب انبساط حرارتی را با دیگر اجزای پیل دارند. البته خصوصیات دیگری را که باید مد نظر قرار داد. شامل مقاومت به اکسیداسیون بالا و مقاومت الکتریکی سطحی پایین است.
در این بین، فولاد زنگ نزن فریتی Crofer22apu به دلیل تشکیل لایه اکسیدی اسپینلی منگنز-کروم. در دمای نزدیک به 900 درجه سانتی گراد بر روی اکسید کروم، از ضخیم شدن پوسته اکسیدی جلوگیری می کند. و باعث نزدیک شدن به خواص مرود نظر مثل افزایش مقاومت اکسیداسیون و کاهش مقاومت الکتریکی آلیاژ می شود. البته باید خاطر نشان کرد که این لایه اکسید اسپینلی از رشد لایه اکسیدی به طور کامل جلوگیری نخواهد کرد. به همین دلیل لازم است که از یک پوشش مناسب نظیر پوشش اسپینلی منگنز-کبالت استفاده کرد. ترکیب شیمیایی فولاد زنگ نزن فریتی Crofer22APU در جدول 1 مشاهده می شود.
فولاد 2080
گستره دمایی برای ذوب این آلیاژ بر حسب درجه سانتی گراد 1530 (مذاب)-1510 (جامد) است. با در نظر گرفتن مقاومت به اکسیداسیون خوب این آلیاژها. باید بالا بودن مقاومت الکتریکی پوسته اکسیدی را نیز مد نظر قرار داد. در آلیاژهایی که فقط اکسید کرومروی آنها تشکیل می شود. این امر باعث افزایش ضریب انبساط حرارتی و مقاومت الکتریکی می شود . ولی استفاده از آلیاژهای مدرن جدید Crofer22APU با تشکیل اکسید منگنز-کروم بر روی اکسید کروم باعث کاهش مقاومت الکتریکی و هم چنین ضریب انبساط حرارتی می شود. به علت وجود عناصر زیاد دراین آلیاژ و متفاوت بودن فشار بخار آنها. نمی توان از روش های معمول ریخته گری برای تولید این آلیاژ استفاده کرد. تولید این آلیاژ به روش ذوب و ریخته گری انحصاراً توسط یک شرکت آلمانی صورت می پذیرد. به همین دلیل می توان برای تولید آن از روش آلیاژسازی مکانیکی استفاده کرد.
یکی از مزایای این روش برای تولید این آلیاژ این است. که در دمای پایین (دمای اتاق) می توان آن را تولید کرد. بعد ازتولید آلیاژ به این روش، برای پرس کردن پودر می توان از پرس تک محوره. پرس ایزواستاتیک سرد و پرس در دمای بالا استفاده کرد. یکی از روش های پیشرفته برای تبدیل نمونه های پودری به نمونه های با چگالی بالا. استفاده از روش سینترکردن چرقه – پلاسما است. روش سینتر کردن جرقه – پلاسما به این صورت است که ابتدا پودر مورد نظر داخل قالب گرافیتی ریخته می شود. و سپس جریان پالس مستقیم از درون قالب گرافیتی عبور می کند.
فولاد 2080
به دنبال آن، جریان نیز از پودرهای داخل قالب عبور می کند و سپس حرارت داخل قالب ایجاد می شود. (برخلاف پرس داغ که حرارت توسط ابزار آلات خارجی به دست می آید). بنابراین سرعت حرارت دهی و سرد کردن در این روش در حدود چند دقیقه صورت می گیرد. این کار هم چگالی کافی ارائه می دهد و هم از رشد دانه ها جلوگیری می کند. محافظت بیش تر ا اتصال دهنده می تواند توسط اعمال یک پوشش بر سطح انجام گیرد. پژوهش های اخیر بر روی ایجاد پوشش های محافظ – رسانا متمرکز شده اند.
روش های بسیاری برای ایجاد پوشش بر روی فولادهای زنگ نزن فریتی به کار گرفته شده اند. این روش ها شامل آبکاری الکتریکی، رسوب الکتروشیمیایی آندی، رسوب الکتروشیمیایی کاتدی و سمانتاسیون فشرده است. تشکیل کرومیا روی Crofer22APU باعث می شود که هدایت الکتریکی آن کاهش یابد. به همین دلیل پوششی که هدایت الکتریکی خوبی داشته باشد روی سطح آلیاژ اعمال می شود.
فولاد 2080
که افزایش هدایت الکتریکی لایه های سطحی را در پی خواهد داشت. و از تبخیر اکسید کروم نیز جلوگیری خواهد کرد. تبخیر اکسید کروم به صورتی است که در دمای بالا (نزدیک به 1000 درجه سانتی گراد و بالاتر). اکسید کروم به فاز فراری مثل CrO3 که یک فاز گازی است تبدیل و از ساختار خارج می شود. پوشش اکسید – منگنز-کبالت Mn,Co3O4) که یک اسپینل است). هدایت الکتریکی عالی، پایداری حرارتی بالا و پایداری ساختاری بسیار خوبی دارد. و ه هم چنین ضریب انبساط حرارتی آن منطبق با فولادهای زنگ نزن فریتی است. اما به هر حال نفوذ کروم، آهن و اکسیژن از درون این لایه امکان پذیر است. که باعث تشکیل لایه کرومیا در فصل مشترک زیر لایه/پوشش خواهد شد. و در نتیجه مقاومت الکتریکی سطح ویژه به مرور زمان افزایش خواهد یافت.
این پوشش حفاظتی از تبخیر کروم جلوگیری خواهد کرد. اما نه به طور کامل و میزان آن به تاریخچه حرارتی و ریزساختاری آن پوشش بستگی دارد. ضخامت این پوشش ها از کم تر از یک میکرومتر تا 20 میکرومتر متغیر است. البته پوشش های دیگر مثل اکسید فلزات فعال شیمیایی همانند اکسید لانتانیوم. و یا پوشش های دو لایه (پوشش اسپینلی منگنز-کبالت و اکسید فلزات فعال شیمیایی) استفاده می شود. که پوشش اسپینلی منگنز – کبالت به دلیل مقرون به صرفه تر بودن بیش تر کاربرد دارد. به علت نفوذ داخلی یون های اکسیژن، پوسته اکسیدی کرومیا باز در زیر لایه حفاظتی رشد می کند.
اما با سرعت خیلی کم تر از هنگامی که آلیاژ بدون پوشش است. تا کنون امکان ساخت صفحات اتصال دهنده پیل سوختی از آلیاژ کروفر به روش آلیاژسازی مورد بررسی قرار نگرفته است. روش آلیاژ سازی مکانیکی دارای مشکلاتی که روش های ذوب و ریخته گری. برای تولید آلیاژهای پیشرفته با آن مواجه اند، نیست. لذا هدف از این پژوهش، تولید نمونه حجیم از آلیاژ کروفر به روش آلیاژسازی مکانیکی و ارزیابی خواص نمونه های حاصل برای کاربرد در پیل سوختی اکسید جامد است.
فولاد 2080
مواد و روش ها
آلیاژسازی مکانیکی
در این مرحله پودر عناصر مورد نظر برای تولید آلیاژ Crofer22APU با درصدهای معین. که قبلاً در جدول 1 اشاره شد، با ذکر مشخصات در جدول 2 در یک فنجان با جنس فولاد سردکار. و گلوله هایی از جنس فولاد بلبرینگ ریخته شد. نسبت گلوله ها به پودر 10:1 انتخاب شد. گلوله ها قطری برابر با 2 سانتی متر و جرمی برابر با 32 گرم داشتند. برای جلوگیری از اکسیداسیون پودرها. تمام این پودرها در یک گلوباکس با اتمسفر آرگون با خلوص 99/999% به داخل فنجان اضافه شد. و برای حفظ اتمسفر فنجان از یک واشر لاستیکی نیز استفاده شد. در ادامه، فنجان آماده شده در یک دستگاه آسیاب سیاره ای قرار داده شد. و با سرعت 360 چرخش در دقیقه به مدت 40 ساعت آلیاژسازی صورت گرفت.
فولاد 2080
پرس و سینتر کردن
برای به دست آوردن نمونه ای چگال از پودر حاصل از آلیاژسازی مکانیکی. ابتدا از پرس سرد در یک قالب فلزی استوانه ای از جنس فولاد سردکار. با فشارهای 566 و 700 مگاپاسکال و سینتر در دماهای 1150 و 1200 درجه سانتی گراد. به مدت 1 ساعت در اتمسفر خنثی استفاده شد. اما چون نمونه با چگالی بالایی ایجاد نشد، در نهایت از روش پرس و سینترکردن چرقه-پلاسما استفاده شد. در این روش، نمونه ای با چگالی 95 درصد در یک قالب استوانه ای گرافیتی. در مدت 10 دقیقه تحت تنش 50 مگاپاسکال. در دمای 1100 درجه سانتی گراد به دست آمد. در ادامه برای اطمینان از تک فاز بودن قطعه فولاد حاصل شده. از الگوی پراش اشعه ایکس و نیز برای تحلیل عنصری از کوانتومتری و روش طیف سنجی پراش الکترونی استفاده شد.
فرآیند پوشش دهی
بعد از تولید نمونه ای با چگالی بالا. که به شکل استوانه ای با ارتفاع 15 و قطر 15 میلی متر بود. 12 نمونه با برش های نازک توسط وایرکات به دست آمد. سطوح همه این نمونه ها با سنباده شماره 240 سایید شده. سپس با آب و صابون شسته شدند و به مدت 20 دقیقه در الکل با دستگاه فراصوت. در دمای 35 درجه سانتی گراد تمیزکاری سطحی شدند. در پایان برای بالا بردن فعالیت سطح و در پی آن بالا بردن چسبندگی پوشش. نمونه ها به مدت 2 دقیقه در محلولی حاوی 70 درصد آب. 25 درصد اسید کلریدریک و 5 درصد اسید نیتریک قرار داده شده. و سپس در حمام پوشش دهی قرار گرفتند. اجزا و مقدار مواد مورد استفاده برای تهیه حمام پوشش دهی در جدول 3 آمده اند.
فولاد 2080
برای تهیه این محلول، ابتدا اسید بوریک در آب دو بار تقطیر ریخته شد. و به کمک هم زن مغناطیسی هم زده شد. پس از انحلال کامل، گلوکونات سدیم به عنوان کیلیت کننده (که مهارکننده یون های فلزی است. و مانع از باقی ماندن و آزاد ماندن یون های فلزی در آب می شود) به محلول اضافه شد. تا به صورت کامل حل شود و سپس سولفات کبالت به محلول اضافه شد. و هم زدن به مدت 30 دقیقه ادامه یافت. بعد از آن 24 ساعت به محلول استراحت داده شد تا کیلیت شدن یون ها به طور کامل صورت گیرد. پس از آن سولفات منگنز و سولفات آمونیوم هم زمان به حمام اضافه شدند. و سپس 24 ساعت به محلول استراحت داده شد.
پس از آن PH حمام توسط اسید سولفوریک رقیق در 3 تنظیم شد. برای پوشش دهی از دو آند گرافیتی در طرفین نمونه استفاده شد. که به قطب مثبت و نمونه مورد نظر به قطب منفی متصل شد. و با چگالی جریان های 150 و 200 و 250 میلی آمپر بر سانتی متر مربع. به مدت زمان های 20،40،60،80 دقیقه پوشش دهی انجام شد. در ادامه برای بررسی مورفولوژی پوشش و ضخامت پوشش از میکروسکوپ الکترونی روبشی استفاده شد.
فرایند اکسیداسیون
12 نمونه (6 نمونه پشش دار و 6 نمونه بدون پوشش). در کوره عملیات حرارتی با اتمسفر هوا. در دمای 800 درجه سانتی گراد به مدت زمان های 75،50،25،2/5 و 100 ساعت قرار گرفتند. و در هر کدام از این یک نمونه پوشش دار و یک نمونه بدون پوشش از کوره خارج شد. و تغییرات وزن (افزایش وزن) حاصل از اکسیداسیون برای هر نمونه اندازه گیری شد.
در پایان، نمودار اکسیداسیون نمونه های پوشش دار و بدون پوشش رسم شد. و ثابت اکسیداسیون برای هر دو نوع نمونه به دست آمد. برای بررسی مورفولوژی سطح نمونه ها و ضخامت پوشش و لایه های اکسیدی. از میکروسکوپ الکترونی روبشی و برای بررسی فازهای تشکیل شده در پوشش. بعد از اکسیداسیون نیز از الگوی پراش اشعه ایکس استفاده شد.
مقاومت الکتریکی سطحی
بعد از آزمون اکسیداسیون، مقاومت الکتریکی سطحی نمونه های پوشش دار و بدون پوشش. اندازه گیری و نمودار آن بر حسب زمان اکسیداسیون رسم شد. در این روش از یک منبع جریان ثابت با چگالی جریان میلی آمپر بر سانتی متر مربع استفاده شد. و ولتاژ توسط ولت متر در هر 30 دقیقه اندازه گیری شد. برای اندازه گیری مقاومت، چهار سیم پلاتینی به یک طرف نمونه ها که پولیش شده بودند، جوش داده شد. که از طریق دو تای آنها ولتاژ اعمال شد و از دو تای دیگر جریان به عنوان پاسخ خوانده شد. با استفاده از قانون اهم، مقاومت الکتریکی سطحی نمونه ها به دست آمد.
نتایج بحث
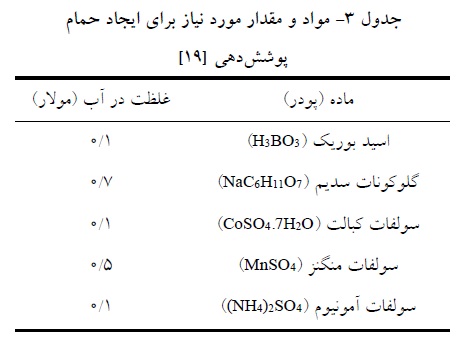
تولید آلیاژ Crofer22APU به روش آلیاژسازی مکانیکی در این مرحله بعد از 40 ساعت آلیاژسازی. برای اطمینان از ایجاد فاز فریت از الگوی پراش ایکس استفاده شد که در شکل 1 نشان داده شده است. با استفاده از نرم افزار X-Pert مشخص شد که هیچ اکسیدی در پودر وجود ندارد. و فاز موجود کاملاً فریت است. با استفاده از نرم افزار Sigma Plot و X-Pert و رابطه ویلیامسیون-هال (رابطه 1). اندازه کریستالیت های ذرات آسیاب شده در حدود 35 نانومتر تخمین زده شد.
در این رابطه، λ طول موج اشعه ایکس، d اندازه دانه. A ثابت (معمولاً A=1)،β پهنای پیک در نیمه ارتفاع آن (بر حسب رادیان). و θ زاویه پراگ است.
پرس و سینتر کردن
پودر فولاد زنگ نزن فریتی خاصیت پرس پذیری بسیار پائینی دارد. به همین دلیل علیرغم به کار بردن شرایط مختلف پرس و سینتر، پودرها پرس نشده. به صورت لایه لایه از یکدیگر جدا شدند. برای پرس پذیری بهتر از بایندر پلی ونیل الکل با ترکیب شیمیایی C2H4O استفاده شد. این ماده در دمایی حدود 300 درجه سانتی گراد تبخیر می شود. و به همین دلیل پس از سینتر کردن در نمونه باقی نمی ماند. اما با خارج شدن از ساختار باعث ایجاد تخلخل می شود.
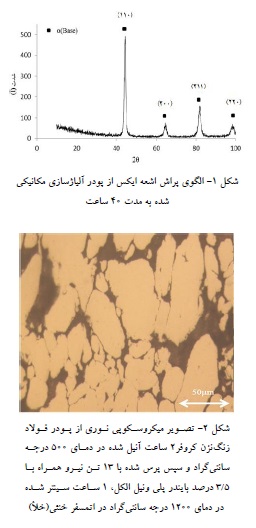
بهترین نتیجه با آنیل کردن پودر به مدت 2 ساعت در دمای 500 درجه سانتی گراد. و سپس پرس کردن همراه با 3/5 درصد بایندر و با نیروی 13 تن. (در قالبی با جنس فولاد سردکار و قطر 15 میلی متر). و سپس سینتر کردن به مدت یک ساعت در خلأ با فشار 10 توان منفی Torr به دست آمد. تصویر میکروسکوپی نوری نمونه حاصل در شکل 2 نشان داده شده است. در این تصویر مشاهده می شود که نمونه حاوی تخلخل و ترک است.
برای بدست آمدن نمونه ای ایده ال باید حداقل چگال شدن نمونه 94 درصد باشد. این در حالی است که این نمونه، حدود 70 درصد چگال شده است.
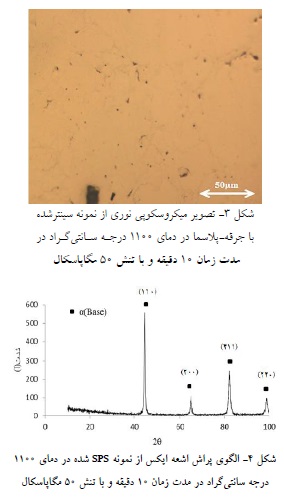
در ادامه به جای سینتر کردن معمولی از روش سینتر کردن جرقه-پلاسما استفاده شد. این نمونه در مدت زمان 10 دقیقه در دمای 110 درجه سانتی گراد و با تنش 50 مگاپاسکال ایجاد شد. که تصویر میکروسکوپی آن در شکل 3 آمده است. این روش ایده ال بوده و برای سینتر کردن نمونه های پودری به طور هم زمان از دما. فشار و میدان الکترومغناطیسی استفاده می کند. سینتر شدن این نمونه های پودری بسیار ترد در زمان های کوتاه. و تنش های پایین و دماهای کم تر از دمای سینتر معمولی. فقط حاصل پلاسمایی است که بین ذرات پودر در حین اعمال یک پالس جریان مستقیم بین ذرات ایجاد می شود. این روش نمونه هایی با چگالی حدود 95 درصد که مطلوب است، ایجاد کرده است.
فولاد 2080
برای مطمئن شدن از اینکه در حین عملیات پرس و سینتر کردن، پودر دچار اکسیداسیون نشده است. الگوی پراش اشعه ایکس نمونه حاصل به دست آمد (شکل 4). چنانچه از این الگو مشخص است، نشانه ای از وجود پیک های اکسید نمایان است.
بعد از پرس شدن پودر، برای مشخص شدن اینکه آیا درصد عناصر. در آلیاژ تولید شده با مقادیر مورد نظر (جدول 1) تطابق دارد. آزمنون کوانتومتری (جدول 4) روی نمونه انجام شد.
فولاد 2080
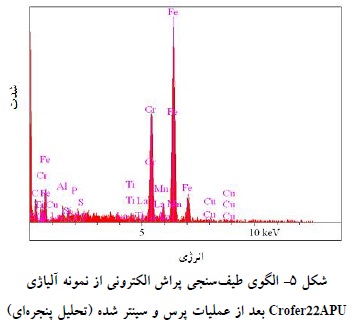
به دلیل اینکه عنصر لانتانیوم در دسته بندی فولادی فریتی برای نرم افزار دستگاه کوانتومتری تعریف نشده بود. برای اطمینان از وجود این عنصر در آلیاژ تولید شده از تکنیک طیف سنجی پراش الکترونی استفاده شد. که نتایج آن در شکل 5 نشان داده شده است. همانطوری که ملاحظه می شود، مقدار لانتانیوم با حتساب ناخالصی ها، حدود 0/2 درصد تخمین زده می شود. هم چنین با جدول 4، بقیه عناصر آلیاژ در رنج مورد نظر (جدول 1) هستند. علت وجود پیک کربن در تحلیل طیف سنجی پراش الکترونی. شاید به دلیل نفوذ کربن از قالب گرافیتی به داخل نمونه در مرحله پرس. با روش سینتر کردن جرقه – پلاسما باشد.
عملیات پوشش دهی
همانطور که قبلاً گفته شد، یکی از بهترین پوشش ها برای صفحات اتصال دهنده. در پیل های سوختی اکسید جامد پوشش اسپینلی منگنز-کبالت است. که به روش رسوب دهی الکتریکی قابل اعمال است. پس از تولید فولاد زنگ نزن فریتی Crofer22APU، لازم است که روی نمونه ها پوشش اسپینلی منگنز-کبالت داده شود.
فولاد 2080
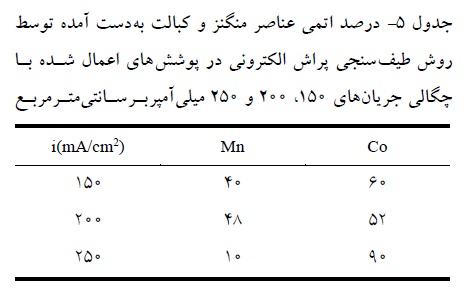
قبل از پوشش دهی، آماده سازی سطح صورت گرفت. و پوشش دهی به مدت 20 دقیقه در چگالی. جریان های 150،200 و 250 میلی آمپر بر سانتی متر مربع انجام گرفت. پس از آزمون طیف سنجی پراش الکترونی، مقدار عناصر کبالت و منگنز در هر سه چگالی جریان به دست آمد. که در جدول 5 نمایش داده شده است.
فولاد 2080
همان طور که گفته شد، به دلیل اینکه این پوشش ها دارای تخلخل زیادی بوده. و ضخامت کمی دارند، پیک های زیر لایه. و همچنین اجزای محلول به دام افتاده در این حفره ظاهر شده اند. اما چون فقط درصد منگنز و کبالت در این آزمون مهم اند، لذا از دیگر عناصر چشم پوشی شد.
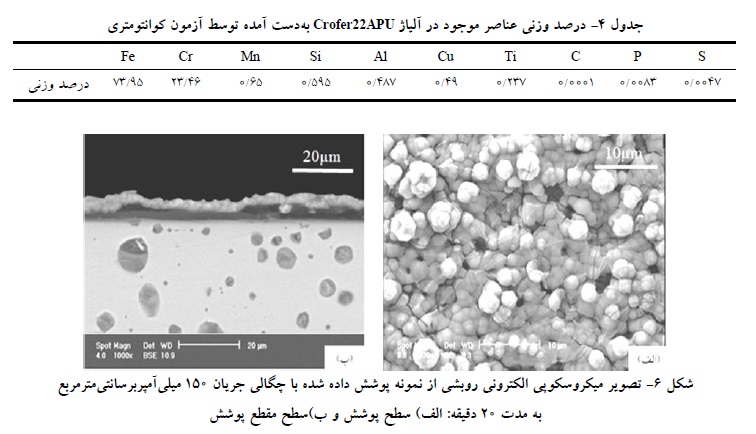
سطح پوشش ها در ضخامت آنها به وسیله میکروسکوپ الکترونی روبشی مورد بررسی قرار گرفت. شکل 6 تصاویری از سطح و سطح مقطع نمونه پوشش داده شده. با چگالی جریان 150 میلی آمپر بر سانتی متر مربع را نشان می دهد.
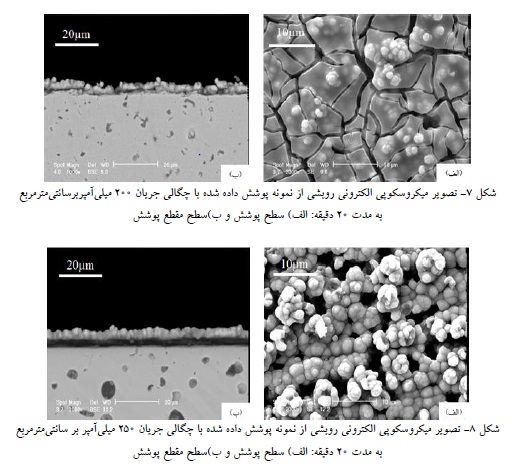
مشخص است که پوشش، دارای تخلخل و ترک (شکل 6-الف) است. که این از مشخصه این نوع از پوشش ها است. ضخامت پوشش به صورت میانگین حدود 8 میکرومتر است. (شکل 6-ب) در ادامه، نمونه ها با چگالی جریان 200 میلی آمپر بر سانتی متر مربع نیز پوشش داده شدند. با توجه به شکل 7-الف مشخص است که پوشش دارای تخلخل. و ترک بیش تری نسبت به چگالی جریان 150 میلی آمپر بر سانتی متر مربع (شکل 6-الف) است. ضخامت پوشش به صورت میانگین حدود 10 میکرومتر (شکل 7-ب) بود.
فولاد 2080
شکل 8 تصاویری از سطح و سطح مقطع نمونه پوشش داده شده. در چگالی جریان 250 میلی آمپر بر سانتی متر مربع را نشان می دهد. این پوشش دارای تخلخل بیش تری. نسبت به چگالی جریان های 200 و 150 میلی آمپر بر سانتی متر مربع است. که آن را می توان به دلیل آزاد شدن هیدروژن با شدت بیش تری. بر روی سطح نسبت به چگالی جریان های قبلی دانست. ضخامت پوشش به صورت میانگین حدود 11 میکرومتر (شکل 8-ب) است.
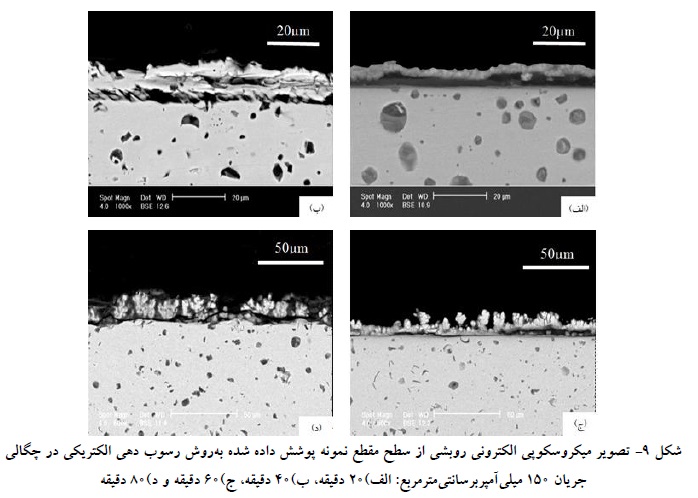
با توجه به نتایج طیف سنجی پراش الکترونی. چون در چگالی جریان 200 میلی آمپر بر سانتی متر مربع. درصد منگنز و کبالت تقریباً برابر بودند. می توان نتیجه گرفت که بهترین چگالی جریان برای پوشش دهی، چگالی جریان 200 میلی آمبر بر سانتی مترمربع است. لیکن با مشاهده مورفولوژی پوشش ها مشاهده شد. که بهترین چگالی جریان برای پوشش دهی 150 میلی آمپر بر سانتی مترمربع است. چون پوشش حاصل دارای تخلخل و ترک کم تری است. به همین دلیل پوشش دهی در زمان های 60،40 و 80 دقیقه. در چگالی جریان 150 میلی آمپر بر سانتی مترمربع صورت گرفت (شکل 9). ملاحظه می شود که با افزایش زمان پوشش دهی، ضخامت پوشش افزایش اما کیفیت پوشش کاهش یافته است. تصاویر گرفته شده از سطح مقطع نمونه های پوشش داده شده (شکل 9) بیانگر این موضوع است.
با رسیدن به حالت ایده ال پوشش دهی، 5 عدد از دیسک های موجود با چگالی جریان 150 میلی آمپر بر سانتی متر مربع و زمان 40 دقیقه پوشش دهی شدند (ضخامت پوشش 10 تا 15 میکرومتر بود) و همراه با 5 عدد نمونه پوشش داده نشده در یک کوره عملیات حرارتی به مدت زمان های 75،50،25،2/5،0 و 100 ساعت تحت آزمون اکسیداسیون قرار گرفتند (یک نمونه پوشش دار و یک نمونه بدون پوشش برای زمان صفر ساعت در نظر گرفته شدند).
فولاد 2080
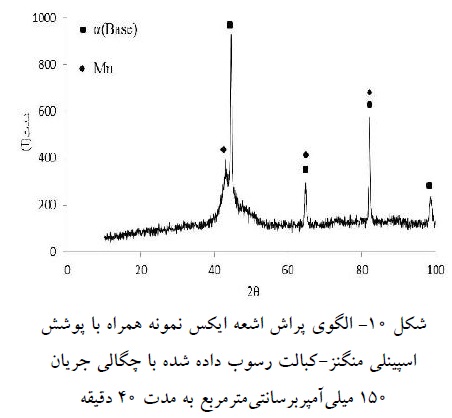
الگوی پراش اشعه ایکس از نمونه پوشش داده شده با چگالی جریان 150 میلی آمپر بر سانتی مترمربع. پس از مدت 40 دقیقه به صورت شکل 10 است. با توجه به الگوی پراش اشعه ایکس از نمونه پوشش داده شده می توان نتیجه گرفت. که کبالت در منگنز حل شده، یک محلول جامد تشکیل داده است. در این الگو، از بین عناصر منگنز و کبالت، فقط پیک منگنز وجود دارد. و دیگر پیک ها مربوط به زیر لایه است. با حل شدن کبالت در ساختار منگنز به دلیل اینکه فاز کبالت پراش اشعه ایکس نخواهد داشت. فقط پیک منگنز مشاهده می شود. چون این پوشش ها دارای تخلخل زیادی هستند و ضخامت کمی نیز دارند. به همین دلیل در الگوی پراش اشعه ایکس آنها پیک های زیر لایه نیز به وضوح قابل مشاهده است.
این پوشش ها با وجود اینکه متخلخل و دارای ضخامت کمی اند. اما مقاومت به اکسیداسیون و مقاومت الکتریکی سطحی را بهبود می بخشند. زیرا چسبندگی قابل توجهی با زیر لایه دارند و طی فرآیند اکسیداسیون تخلخل های آنها کاهش می یابد.
آزمون اکسیداسیون
فولاد 2080
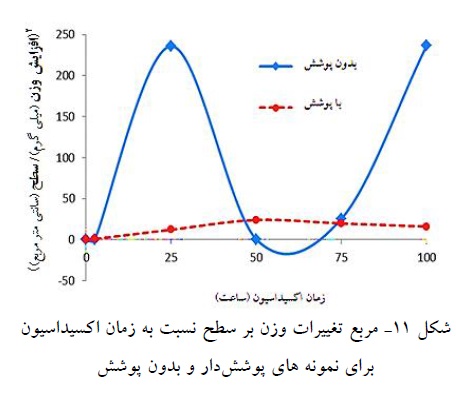
5 نمونه پوشش داده شده و 5 نمونه بدون پوشش در کوره عملیات حرارتی با دمای 800 درجه سانتی گراد. با اتمسفر هوا در زمان های 75،50،25،2/5،0 و 100 ساعت تحت فرآیند اکسیداسیون قرار گرفتند. به صورتی که هر 25 ساعت یک نمونه پوشش دار همراه با یک نمونه بدون پوشش از کوره خارج شد. و تغییرات وزن قبل و بعد از اکسیداسیون اندازه گیری شد. با استفاده از این اطلاعات نمودار مربع تغییرات وزن بر واحد سطح بر حسب زمان رسم شد (شکل 11). با توجه به شکل 11 می توان نتیجه گرفت که رفتار اکسیداسیونی این آلیاژ. هم به صورت پوشش دار و هم به صورت بدون پوشش. از هیچ قانون اکسیداسیونی پیروی نمی کند. و رفتار آن سینوسی شکل است. با این تفاوت که آلیاژ پوشش دار مقاومت به اکسیداسیون بیشتری از خود نشان داده است.
البته این را باید خاطر نشان کرد. که رفتار اکسیداسیون این آلیاژ پس از زمان های طولانی تر از 100 ساعت. با توجه به رابطه 2 به صورت سهمی درجه دو خواهد بود.
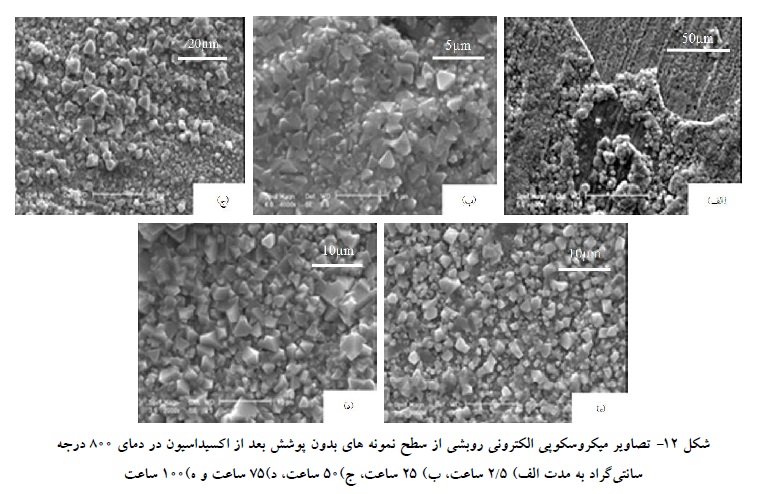
شکل 12 اتفاقاتی که بر روی سطح آلیاژ بدون پوشش در طی اکسیداسیون. اکسید کروم (کرومیا) روی سطح تشکیل می شود. و اگر اکسیداسیون آن ادامه پیدا نکند و اکسید اسپینلی منگنز-کروم بر روی پوسته اکسیدی تشکیل نشود. پوسته اکسیدی از روی سطح کنده می شود (شکل 12-الف)، اکسید اسپینلی منگنز-کروم روی کرومیا. با نفوذ منگنز موجود در آلیاژ به سمت سطح. و ترکیب آن با اکسیدهای پایه کروم شروع به تشکیل شدن می کند. به همین دلیل نمودار اکسیداسیون (شکل 11). شیب زیادی را در بین ساعات 2/5 تا 25 ساعت متحمل و افزایش وزن به شدت زیاد می شود.
در ادامه و در زمان های بعدی تا زمان 100 ساعت. این اسپینل ها به صورت کامل تری تشکیل می شود و سطح را می پوشاند. و از کنده شدن پوسته اکسیدی از سطح آلیاژ جلوگیری می کنند. و در نمودار شکل 11 مشخص است که پس از زمان 25 ساعت. نمودار به جای اینکه به سمت بالا حرکت کند، کاهش وزن را نشان می دهد.
در ادامه این موضوع باید اشاره شود. که فولادهای زنگ نزن فریتی در دماهای بالا (حدود 7000 درجه سانتی گراد). در معرض تبخیر اکسید کروم قرار می گیرند. به صورتی که اکسید کروم به صورت فاز گازی تبخیر می شود. و این آلیاژ هم از این موضوع مستثنی نیست. باید خاطرنشان کرد که تبخیر اکسید کروم تا هنگامی رخ می دهد. که اکسید اسپینلی منگنز-کروم تمام سطح را نپوشانده باشد (در بین زمان 25 تا 50 ساعت). و اکسید کروم مستقیماً با محیط در ارتباط باشد.
با توجه به نمودار شکل 11 مشاهده می شود که در بین زمان 25 تا 50 ساعت، کاهش وزن وجود داشته است و پس از 50 ساعت، نمودار به سمت بالا رفته است که علت آن را می توان پوشانیده شدن تمام سطح پوسته اکسیدی کروم به وسیله اکسید اسپینلی منگنز-کروم و جلوگیری از تبخیر آن پس از 50 ساعت اکسیداسیون دانست. با افزایش بیشتر زمان اکسیداسیون، اسپینل ها به صورت فشرده تری سطح آلیاژ را می پوشانند. و آلیاژ رفتار اکسیداسیون خوبی از خود نشان می دهد.
بعد از اکسیداسیون الگوی پراش اشعه ایکس حاصل از سطح (شکل 13). تشکیل لایه کرومیا و اکسید اسپینلی منگنز-کروم بر روی سطح آلیاژ را اثبات می کند. به دلیل اینکه در آلیاژ کروفر، مقدار کروم حدود 23 درصد وزنی است و نفوذ زیاد کروم از زیر لایه به سطح برای تشکیل اکسید کروم و اکسید اسپینلی-منگنز-کروم وجود دارد، این امر از نفوذ آهن به سطح جلوگیری و از اکسید شدن آهن جلوگیری می کند.
فولاد 2080
نمودار اکسیداسیون (شکل 11) نشان می دهند. که رفتار اکسیداسیون نمونه های پوشش دار بهتر از نمونه های بدون پوشش است. که این به دلیل وجود پوشش بر روی سطح آلیاژ است. که از رشد پوسته اکسیدی بر روی زیر لایه جلوگیری می کند. و عمدتاً می توان افزایش وزن نمونه های پوشش دار را حاصل. تبدیل پوشش منگنز-کبالت به اسپینل منگنز-کبالت دانست (شکل 14).
افزایش وزن آلیاژ پوشش دار کم تر از آلیاژ بدون پوشش است چون افزایش وزن آلیاژ بدون پوشش در حین اکسیداسیون به دلیل تشکیل پوسته کرومیا و اکسید اسپینلی منگنز-کروم و آن هم به دلیل ضخیم تر شدن از افزایش وزن تبدیل به اکسید اسپینل بیشتر است. نزول نمودار و یا به عبارتی کاهش وزن آلیاژ پوشش دار پس از 50 ساعت اکسیداسیون را در شکل 11. می توان به تبخیر اکسید کروم به دلیل متخلخل بودن پوشش نسبت داد. شدت این اتفاق برای آلیاژ پوشش دار. نسبت به آلیاژ بدون پوشش با توجه به شکل 11 بسیار کم تر است.
فولاد 2080
هنگامی این پوشش ها خواص حفاظتی کامل خود را نشان می دهند و نقش خود را ایفا می کنند. که به صورت فازهای اکسید اسپینلی منگنز-کبالت و به صورت فشرده تمام سطح را بپوشانند. و این اتفاق با توجه به تصاویر میکروسکوپی الکترونی روبشی از سطح پوشش. در زمان 75 ساعت (شکل 14-د) رخ داده است. ولی با افزایش زمان اکسیداسیون و تا رسیدن به زمان 100 ساعت. تغییرات وزن زیادی نسبت به زمان 75 ساعت مشاهده نمی شود. در تصاویر میکروسکوپی الکترونی روبشی پوشش ها (شکل 14) مشاهده می شود. که حتی در زمان های طولانی تر و دمای بالا، پوسته شدن در آنها اتفاق نیافتاده است.
این موضوع به این علت است که پوشش های اکسید اسپینلی. پیوند خوبی با زیر لایه فریتی دارند. و از ابتدا نیز یکی از علل انتخاب این پوشش. انطباق مناسب ضریب انبساط حرارتی آن با زیر لایه فرتی بود. که این انطباق باعث می شود که پوشش از روی سطح زیر لایه کنده نشود. پس از 2/5 ساعت اکسیداسیون پوشش، هنوز اسپینل های منگنز-کبالت تشکیل نشده اند. (شکل 14-الف) و با افزایش زمان اکسیداسیون، اسپینل ها شروع به تشکیل شدن کرده اند. (شکل 14-ب). با افزایش زمان اکسیداسیون از 25 تا 50 ساعت. مقدار اسپینل ها بیش تر و هم چنین اندازه آنها بزرگ تر می شود (شکل 14-ب).
فولاد 2080
در ادامه، پوشیده شدن تقریباً تمام سطح توسط اسپینل های منگنز-کبالت را می توان در 75 ساعت اکسیداسیون دانست (شکل-د). و به همین دلیل است که پس از 75 ساعت اکسیداسیون. هیچ کاهش وزنی در نمودار شکل 11 مشاهده نشده است. با ادامه زمان اکسیداسیون پس از 100 ساعت اکسیداسیون، اسپینل های منگنز-کبالت، تقریباً تمام سطح را پوشانیده اند (شکل 14-ه).
به همین دلیل افزایش وزن نمونه های پوشش دار. کم تر از نمونه های بدون پوشش که افزایش وزن آنها در حین اکسیداسیون. به دلیل تشکیل پوسته کرومیا و اکسید اسپینلی منگنز-کروم ضخیم تری نسبت به نمونه های پوشش دار است، می باشد. البته باید خاطرنشان کرد که چون پوشش دارای تخلخل است و اکسیژن به داخل آن نفوذ می کند. احتمال تشکیل کرومیا در زیر پوشش ایجاد شده (اسپینل منگنز-کبالت) هنوز وجود دارد (شکل 15).
در ادامه این نکته قابل ذکر است. که چون نمونه ها به صورت هم دما در کوره عملیات حرارتی قرار گرفتند. و از دمای محیط به دمای 800 درجه سانتی گراد رسیدند. با توجه به نمودار فازیشان، Mn3O4 در بین دمای 25 تا 300 درجه سانتی گراد و CoMnO3. در بین دمای 300 تا 550 درجه سانتی گراد تشکیل می شود. مقاومت الکتریکی اکسید کروم بیشتر از زیر لایه فریتی است. و مقاومت الکتریکی اسپینل منگنز-کروم کمتر از اکسید کروم است و اسپینل منگنز-کبالت،مقاومت الکتریکی کمتری نسبت به همه آنها دارد.
فولاد 2080
سطح مقطع آلیاژ کروفر بدون پوشش (شکل 16-الف). و با پوشش (شکل 16-ب) پس از 100 ساعت اکسیداسیون در 800 درجه سانتی گراد. توسط میکروسکوپ الکترونی روبشی بررسی شد. ضخامت لایه اکسیدی که شامل کرومیا و لایه اسپینلی منگنز-کروم است، حدود 8 میکرومتر است. این در حالی است که این مقدار برای آلیاژ دارای پوشش حدود 6 میکرومتر است. که این مقادیر مقاومت بالاتر اکسیداسیون آلیاژ کروفر پوشش دار نسبت به آلیاژ بدون پوشش را نشان می دهد. که به دلیل کاهش نفوذ کروم به سمت سطح و کاهش نفوذ اکسیژن از سمت محیط. به سمت آلیاژ در نمونه پوشش دار است.
شکل 3-15. الگوی پراش اشعه ایکس از نمونه ی پوشش منگنز-کبالت داده شده و اکسید شده در اتمسفر هوا در دمای 800 درجه سانتی گراد بعد از الف) صفر و ب) 100 ساعت
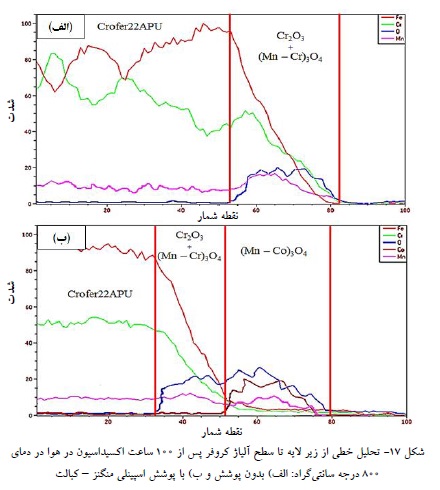
در ادامه برای نشان دادن نفوذ عناصری مثل آهن، کروم، منگنز، کبالت و اکسیژن. تحلیل خطی این عناصر بر روی سطح مقطع آلیاژ بدون پوشش (شکل 17-الف) و پوشش دار (شکل 17-ب) انجام شد. مشاهده می شود که بیشترین مقدار اکسیژن نزدیک به سطح آلیاژ است. و آن هم به دلیل اکسیداسیون سطع آلیاژ است.
در ادامه برای نشان دادن نفوذ عناصری مثل آهن، کروم، منگنز، کبالت و اکسیژن. تحلیل خطی این عناصر بر روی سطح مقطع آلیاژ بدون پوشش (شکل 17-الف) و پوشش دار (شکل 17-ب) انجام شد. مشاهده می شود که بیشترین مقدار اکسیژن نزدیک به سطح آلیاژ است. و آن هم به دلیل اکسیداسیون سطع آلیاژ است. در این آلیاژ مشاهده می شود که نفوذ کروم از سطح آلیاژ طبق پروفیل غلظتی کروم (شکل 17-الف) دانست. که به دلیل نفوذ بیشتر کروم برای تشکیل لایه اکسید اسپینلی منگنز-کروم و اکسید کروم است.
فولاد 2080
البته نفوذ منگنز نیز از زیر لایه به سطح وجود دارد. اما شیب غلظتی آن از زیر لایه تا سطح، زیاد واضح نبوده. که شکل 17-الف این موضوع را اثبات می کند. برای آلیاژ کروفر با پوشش منگنز-کبالت (شکل 17-ب). برخلاف آلیاژ بدون پوشش، تخلیه کروم و غنی شدن آهن در سطح آلیاژ، مشاهده نمی شود. هم چنین، تغییر غلظت کبالت به دلیل نفوذ از پوشش به زیر لایه، مشاهده نمی شود. اما وجود کبالت در پوشش اثبات می شود.
تبخیر اکسید کروم در آلیاژ کروفر بدون پوشش باعث می شود که در شکل 17-الف، تخلیه کروم مشاهده شود. به صورتی که با تبخیر اکسید کروم، تقاضای آلیاژ برای مصرف کروم و تبدیل به کرومیا تشدید می شود و کاهش غلظت کروم در آلیاژ، قبل از رسیدن به لایه اکسیدی وجود دارد. لیکن با حضور پوشش اسپینلی منگنز-کبالت، این قضیه مرتفع می شود. و به همین خاطر تخلیه کروم به وقوع نمی پیوندد.
مقاومت الکتریکی سطحی
پس از پایان آزمون اکسیداسیون، مقاومت الکتریکی نمونه های اکسید شده اندازه گیری شد. و مقاومت الکتریکی نمونه های پوشش دار و بدون پوشش با یکدیگر مقایسه شد (شکل 18).
با توجه به نمودار شکل 18 و استناد به شکل 12 مشاهده می شود. که با افزایش زمان اکسیداسیون، مقاومت الکتریکی نمونه بدون پوشش افزایش یافته است. و این به دلیل تشکیل لایه کرومیا بر سطح آن است که مقاومت الکتریکی آن بیشتر از سطح فلزی است. با افزایش زمان اکسیداسیون به تدریج اکسید اسپینلی منگنز-کروم بر روی لایه کرومیا تشکیل می شود. با شروع تشکیل این اکسید اسپینلی، به دلیل پایین تر بودن مقاومت الکتریکی آن، مقاومت الکتریکی سطح کاهش می یابد. که با افزایش زمان اکسیداسیون و رسیدن به زمان 100 ساعت، اکسید اسپینلی فشرده تر می شود. و تمام سطح را می پوشاند و باعث کاهش مقاومت الکتریکی می شوند. برای مقاومت الکتریکی نمونه ها می توان بازه 0/1 تا 0/3 میلی اهم – سانتی متر مربع. را برای نمونه های بدون پوشش گزارش کرد.
شکل 14 اتفاقاتی که بر روی سطح نمونه های پوشش دار طی اکسیداسیون رخ داده است را نشان می دهد. همانطوری که دیده می شد، در ساعات اولیه اکسیداسیون، پوشش هنوز به ساختار اصلی خود. که ساختاری اسپینلی است نرسیده است. و لذا تخلخل هایی روی سطح آن مشاهده می شود که نتیجه آن بالا بودن مقاومت الکتریکی سطحی است. چون وجود تخلخل و در ادامه وجود هوا در آن باعث افزایش مقاومت الکتریکی سطحی می شود.
فولاد 2080
با افزایش زمان به 25 ساعت، اسپینل های منگنز – کبالت شروع به ایجاد شدن می کنند. و چون این اسپینل ها مقاومت الکتریکی سطحی پایینی دارند. لذا مقاومت الکتریکی را نسبت به حالت قبل کاهش می دهند. ولی به خاطر اینکه هنوز ساختار به طور کامل اسپینلی نشده است.، مقاومت الکتریکی هنوز بیشتر از حد انتظار است. در ادامه با افزایش زمان اکسیداسیون به 50 و 75 ساعت، ساختار اسپینلی بیشتر رشد کرده. و تخلخل سطح کم تر می شود. که این امر کاهش بیشتر مقاومت الکتریکی سطحی را به دنبال خواهد داشت. پس از 100 ساعت اکسیداسیون، اکسید اسپینلی متراکمی روی سطح شکل گرفته. که می تواند فضاهای خالی را پر می کنند. و لذا مقاومت الکتریکی سطحی به کمترین مقدار خود (نسبت به زمان های قبلی) خواهد رسید.
در پایان باید خاطر نشان کرد که آلیاژ Crofer22APU تولید شده به روش آلیاژ سازی مکانیکی. در مقایسه با آلیاژ تجاری آن که به روش ریخته گری تولید
فولاد 2542-فولاد آموتیت 2542 از دسته فولادهای آلیاژی سردکار بوده که در استاندارد DIN آلمان به نام 45WCrV7 و در استاندارد بهلری K450 نیز معروف است.cold work tool steels
کاربرد فولاد آموتیت 2542
فولاد آموتیت 2542 از دسته فولادهای ابزار مقاوم در برابر شوک بوده. که از کاربردهای آن می توان به استفاده از آنها در انواع ابزارهای پنوماتیک و همچنین قیچی های برش سرد و گرم اشاره نمود.
خصوصیات فیزیکی فولاد ۲۵۴۲ : (مقدار متوسط در دمای اتاق)
مدول الاستیسیته : [103 x N/mm2 ]: 210
چگالی : [g/cm3 ] 7.90
رسانایی گرمایی : [W/m.K] 25.0
مقاومت الکتریکی : [Ohm mm2 /m]: 0.30
ظرفیت گرمایی ویژه : [J/g.K]: 0.46
آنیل کاری نرم فولاد سردکار 2542
این فولاد تا دمای 720-750 درجه سانتی گراد مورد حرارت قرار می گیرد. به آهستگی در کوره خنک می شود. این پروسه ماکزیمم میزان سختی به میزان 230 برینل را ایجاد می کند.
تنش زدایی فولاد ابزار سردکار 2542
تنش زدایی به منظور حذف تنش های ناشی از ماشین کاری، بایستی در دمای 650 درجه سانتی گراد انجام گردد. به مدت یک الی دو ساعت در دمای مذکور حفظ می شود. و سپس در هوا خنک می گردد. این عملیات به منظور کاهش اعوجاج حاصل از عملیات حرارتی انجام می شود.
سخت سازی فولاد 2542
سخت سازی در دمای 890-930، 860-900 درجه سانتی گراد انجام می گیرد. و سپس در آب یا روغن خنک می گردد. سختی پس از این پروسه به میزان 56-59، 61-64 راکول سی می رسد.
تمپر کردن
دمای تمپر کردن : 150-400 درجه سانتی گراد است.
آهنگری (فورجینگ)
برای این منظور بدین ترتیب عمل می کنیم : ابتدا فولاد 1.2542 را به آهستگی تا دمای 1000 درجه سانتی گراد حرارت می دهیم. در محدودۀ 800 الی 1000 درجه سانتی گراد آهنگری انجام می گیرد. و در صورت لزوم مجدداً گرمادهی می کنیم. برای جلوگیری از به وجود آمدن تنش، به آهستگی خنک می کنیم (ترجیحاً داخل کوره).
مقاومت به خوردگی فولاد ابزار 2542
یکی از مشخصات این فولاد، مقاومت به خوردگی عالی این فولاد نسبت به سایر فولادهای آلیاژی است. اما به هر حال در صورت عدم حفاظت دچار خوردگی و تخریب خواهد شد.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
فولاد 2601 فولادی است که در دستۀ فولادهای سردکار قرار می گیرد. فولاد 1.2601 فولادی مقاوم در برابر شوک است فولاد 1.2601 که با میزان بالایی از عناصر کربن و کروم آلیاژ شده است. دارای ثبات ابعادی بالایی در حین عملیات حرارتی می باشد. و مقاومت بالایی در برابر خراش و چسبندگی دارد.cold work tool steels
فولاد 1.2601 تافنس (سفتی) بالایی دارد. و از کیفیت نگاهداشت لب ها نیز برخوردار است. (لب پر نمی شود).
استحکام فشاری فولاد 1.2601 بالاست و در حین عملیات حرارتی دچار اعوجاج کمی می گردد. و دفرمگی و تغییر شکل ندارد.و فولاد 1.2601 جهت عملیات نیتریده کردن گزینۀ بسیار مناسبی است.
این فولاد 1.2601 حتی اگر در هوا نیز خنک شود دارای حداکثر میزان سختی خواهد شد.
فولاد 1.2601 قابلیت سخت شدن ثانویه را نیز داراست. در ضمن انواع پوشش های P.v.d و C.v.d بر روی فولاد 1.2601 قابل اعمال است.
خصوصیات فیزیکی فولاد 1.2601: (مقدار متوسط در دمای اتاق)
مدول الاستیسیته : 103 x N/mm2 ]: 210]
چگالی : g/cm3 ] 7.70]
رسانایی گرمایی : W/m.K] 20.0]
مقاومت الکتریکی : Ohm mm2 /m]: 0.65]
ظرفیت گرمایی ویژه : J/g.K]: 0.46]
ضریب انبساط حرارتی خطی فولاد 1.2601: (10-6o C –1)
آنیل کاری نرم فولاد 1.2601
تا دمای 800 – 840 درجه سانتی گراد حرارت اعمال می شود. به آهستگی در کوره خنک می شود. این فرآیند ماکزیمم میزان سختی به میزان 255 برینل را ایجاد می کند.
تنش زدایی فولاد 1.2601
تنش زدایی به منظور حذف تنش های ناشی از ماشین کاری، بایستی در دمای 650 درجه سانتی گراد انجام گردد. به مدت یک ساعت در دمای مذکور حفظ می شود و سپس در هوا خنک می گردد. این عملیات به منظور کاهش اعوجاج حاصل از عملیات حرارتی انجام می شود.
سخت سازی فولاد 1.2601
سخت سازی در دمای 980 – 1010 درجه سانتی گراد انجام می گیرد. و سپس روغن یا هوا و یا حمام گرم خنک می گردد. سختی پس از این پروسه به میزان 63-65 راکول سی می رسد.
تمپر کردن فولاد 1.2601
دمای تمپر کردن 150-400 درجه سانتی گراد است.
آهنگری (فورجینگ)
دمای آهنگری داغ در محدوده 1050-850 درجه سانتی گراد است.
قابلیت ماشین کاری
قابلیت ماشین کاری این دسته از فولادها به میزان 20-25 درصد فولادهای گروه 1018 است. که این به دلیل طبیعیت مقاوم در برابر سایش آن است. ماشینکاری در شرایط سخت سازی شده به سنگ زنی محدود می شود.
کاربردهای رایج فولاد 1.2601
ابزار آلات برشی، قالب ها و پانچ های با کارایی بالا
ابزارآلات خمکاری و پانچکاری
و همچنین ابزارآلات نجاری و کار با چوب
تیغه هایبرشی
نور سنج ها را نیز از فولاد 2601 می سازند.
ابزارآلات نورد سرد
استفاده در ابزار پرسکاری سرامیک ها و همچنین صنایع دارویی نیز کاربرد دارد
دندانه های دستگاه فرز
غلطک های مورد استفاده در استندهای چند غلطکی
غلطک های شکل دهی
قالب برای فلزات تا ضخامت 6 میلی متر
قالب های خمکاری با دقت بسیار بالا
برقو
فرز برش
تیغه های برش طولی و مورب برای انواع ورق های فلزی، پلاستیکی و کاغذی
ابزارآلات خانکشی
ابزارآلات فرزکاری غلطکی
قالب های پیرایش و تقسیم
فولاد 1.2601 به صورت گسترده در صنایع پیچ و مهره سازی سرد مورد استفاده قرار می گیرد.
برش دهنده های آسیابی
ابزارآلات سوراخ کاری
کاربرد: ابزار برش حساس به شکستن،برقوها، قالب های سکه و خم،غلطک پیچ بری،فک تیغه، ابزار داخل تراشی
فولاد سرد کار
این نوع فولادها شامل سه نوع فولاد آلیاژی ابزار می باشد. فولادهایی که براثر وجود روغن سخت می شوند. و فولادهایی که بر اثر هوا و کربن سخت می شوند و دارای کروم زیاد هستند. فولادهایی که از سختی پذیری بالا و مقاومت در برابر سایش، با مقاومت بالا برخوردار هستند. به طور معمول آنها در تولید قطعات بزرگتر یا قطعاتی هستند که هنگام سخت شدن حداقل نیاز به اعوجاجج دارند.
با سخت شدن سریع این نوع فولاد به وسیله روغن و هوا کاهش اعوجاج. و ترک خوردگی را در این فولاد ابزار ایجاد می کند.
سخت شدن به وسیله روغن
یک نوع فولاد سخت کننده روغن بسیار معمول، فولاد 01 است. این یک فولاد سردرکار بسیار خوب است. و همچنین می توان با آن برای ساخت چاقو و چنگال. از آن استفاده کرد که محصول نهایی کیفیت بالایی خواهد داشت. HRC 61-57
اولین فولاد ابزار درجه سخت شدن هوا فولاد مشت بود. که در آن زمان به فولاد سخت کننده هوا معروف بود.
فولادهای سخت کننده هوای جدید به دلیل محتوای بالای کروم با اعوجاج کم در طول عملیات حرارتی مشخص می شوند.
ماشینکاری این نوع فولادهای خوب است. و از تعادل مقاومت در برابر سایش و سختی برخوردار هستند. (یعنی بین درجه های مقاوم در برابر D و مقاوم در برابر ضربه) هستند.
نوع D، از کلاس کار فولادهای ابزار، حاوی بین 10 تا 13 درصد کروم است. این فولادها سختی خود را تا دمای 425 درجه سانتی گراد (797 درجه فارنهایت) حفظ می کنند. از کاربردهای معمول این نوع فولادهای ابزار می توان به قالب ریخته گری. قالب های کششی و کالب های بلوک اشاره نمود. به دلیل محتوای زیاد کروم، برخی از فولاهای ابزار. از نوع D اغلب ضد زنگ یا نیمه زنگ د نظر گرفته می شوند. با این وجود مقاومت در برابر خوردگی آنها به علت حجم زیاد مواد تشکیل دهنده شان. که شامل کروم و کربن می باشد به عنوان کاربید نیز شناخته می شوند.
تسمه ها فولادی و انواع آن
تسمه ی فولادی چییست: تسمه یک حلقه از ماده ایی انعطافپذیر است. که برای ایجاد پیوند مکانیکی و انتقال انرژی بین دو یا چند شفت استفاده میشود. تسمه ها به دور پولی ها حلقه میزنند.
در یک سامانه ی دارای دو پولی ممکن است هر دو پولی در یک جهت به گردش در آیند. یا تسمه بصورت ضربدری باشد تا جهتشان مخالف گردد.
بعنوان یک عامل حرکت. تسمه نقاله یکی از کاربردهای این نوع فولاد است. که در آن از تسمه برای حمل بار بین دو نقطه استفاده میگردد.
تسمه فولادی میتواند هم بصورت فابریک و یا از ورقهای فولادی و یا ورق گالوانیزه. ساخت شود. تسمه ها از پرکاربردترین مواد. قطعات در تمامی صنایع خصوصاً صنایع بسته بندی. می باشند.
کاربرد
این نوع فولادهای آلیاژی دارای کاربردهای زیادی در صنعت میباشند. که برخی از موارد کاربرد این محصول در مصارف ساختمانی و صنعتی. سازه های فلزی. تیرچه های فلزی خود ایستا (کرومیت,گریتینگ,گاردریل .و تولید مقاطع باز فولادی به شیوه ی پرس برک و غیره میباشد.
هرچند که تسمه فولادی و گالوانیزه تقریباً در تمامی صنایع کاربرد دارند. اما برای موارد خاص میتوان از آلیاژهای دیگری فلزی نیز استفاده کرد. بعنوان مثال: تسمه مونل,تسمه آلمینیوم و غیره جایگزینی برای این نوع تسمه ها میباشد.
کاربرد نوارهای فولادی در داخل جان آهن و برای وصله کردن آن. و یا در ساخت بادبند و اتصال آنها به همدیگر مورد استفاده قرار میگرند.
هم چنین در صنعت درب و پنجره سازی نیز. برای یک دست کردن سطوح و پر کردن فضای خالی بکار برده میشوند.
تسمه های فولادی از استیل سری 300 ساخته شده و تسمه های فولادی 304. مهم ترین کالایی است که از مجموعه تسمه های استیل عرضه میشود.
تسمه استیل – ورق استیل
این نوع فولاد استیل ی ورق استیل صیقل شده با ضخامت کم میباشد که در ضخامتهای مختلف ساخته میشود. طول تسمه استیل یا بصورت سفارشی خواهد بود. و یا رولهای آماده ایی است. که در بازار توزیع فولاد عرضه میگردد.
تسمه فولادی استنلس استیل : در صنایع کابل برق و تلفن, چاقو سازی, لوازم آشپزخانه, وسایل جراحی,. صنایع اتومبیل سازی, در سازی و صنایع لوله سازی استفاده میشوند.
تسمه فولاد سرد نورد – سردکار: در تولید کابل برق و تلفن, اتومبیل سازی, کابل مخابرات, دوچرخه سازی. رادیاتور سازی, تولید لوازم خانگی مورد استفاده قرار میگرد.
از تسمه های فولاد گرم نورد – گرمکار / جهت استفاده در صنایع بسته بندی. و ساخت درب و پنجره استفاده میشود.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
میلگرد نقره ای 1.2210 – فولاد ابزار (میل نقره ای) از رده فولادهای آلیاژی سردکار میباشد. که در استاندارد بهلر با نام k510 . – معروف است. فولاد بوهلر- با مشخصه 115cRv3 در میان فولادها شناخته میشود.
فولاد 1.2210 از ترکیب شیمیایی 1/25 درصد کربن و 3/ دهم درصد سیلیسیوم,. 4/ دهم درصد منگنز, 8/ دهم درصد کروم – و 7/ دهم – 12 صدم درصد وانادیوم تشکیل شده است.
بسته بمیزان کربن موجود در فولاد و نحوه تولید آنها,. فرآورده های فولاد نقره ای میتوانند دارای سطوح سختی متفاوتی باشند.
استاندارد آنیل شده فولاد نقره ای سختی C27 راکول را تحویل می دهد.
مقیاس راکول مبنایی برای میزان اندازه گیری چگونگی مقاومت در برابر . مواد مختلف در برابر بارهای سنگین ایجاد میکند.
هم چنین استاندارد فولاد نقره با ضریب سختی بالا تا سختی C64 تحویل داده میشود.
در حین عملیات حرارتی, تولیدکنندگان – فولاد را تا دمای بسیار بالا گرم میکنند. بعد مواد را بسرعت در محلول آب یا آب نمک خنک می نمایند.
این سختی افزوده باعث مقاومت بیشتر در برابر سایش فولاد میگردد. و باعث شکنندگی میلگرد فولاد نقره ایی میشود.
آزمایش سختی پذیری فولادها
این نوع آزمایش بطور وسیع برای ارزیابی و سختیپذیری فولادهای آلیاژی و کربنی بکار میرود. نمونه استاندارد در این نوع آزمایش تست میله ایی به قطر 25mm و بلندی 100mm می باشد. نحوه آزمایش به این شکل است. که ابتدا نمونه را داخل کوره قرار می دهند. زمانیکه کوره را به دمایی رسانده میشود . که توسط جریان آب خنگ گردد. در اینجا نمونه مورد آزماش در یک نگه دارنده قرار داده می شود.
و فقط انتهای آن توسط یک افشانک استاندارد. که آب 25 است . سریعاً سرد میشود. جریان آب فقط به انتها میله تماس دارد. به این صورت سرعت سرد کردن و ندر نتیجه سختی در طول میله تغییر می یابد. پس از سرد شدن به عمق 4/0mm بدنه میله سنگ زده می شود. پس از انجام این کار در فاصله های بیش تر از “2 آب نقش موثری. در سرد شدن نمونه آزمایش ندارد. بلکه سرد شدن در اثر تماس با هوای محیط انجام می گیرد.
مشخصات فنی میلگرد فولاد نقره ای – فولاد بهلر
میلگرد و فولاد نقرایی – 1.2210
برخی بر این باورند که در ترکیبات فولاد درصد قابل توجهی از نقره استفاده شده است. اما فولاد نقره ایی در واقع بخار ترکیبات شیمیایی این آلیاژ است که شفاف میگردد. و فولاد به فرم نقره نمایان می شود.
تولیدکنندگان از روشهای نورد سرد برای تولید میلگرد فولاد نقره ایی استفاده میکنند. تا از این نوع فولاد به شکل نقره در آید. این ماده با وجود نام و شهرت خود . حاوی نقره نمیابدش. طبق اعلام شرکت فولاد ابزار آلیاژ چین., فولاد نقره از مقاومت بسیار بالایی در برابر سایش برخوردار است.
توانایی بالایی برای تبدیل به لبه های تیز وسایل دارد. شکل دهی و ماشین کاری آن نیز آسان است., که به تولیدکنندگان این امکان را میدهد. تا فولاد نقره را به اشکال و فرم و طرح های پیچیده در آورند.
کاربرد فولاد (میلگرد) – 1.2210 – فولاد بهلر
از کاربردهای فولاد سردکار 2210 میتوان به استفاده از آنها در ساخت. مته های مارپیچ و قلاویزها, مته های خزینه و هم چنین ابزارهای رنده کاری و پانچ ها اشاره نمود.
فولاد میل نقره ای – فولاد 2210 با نام میل نقره ای نیز شناخته میشود. فولاد بهلر
فولاد نقره ای یا همان فولاد روشن از دسته فولادهای کربن بالا میباشد. که بعنوان یکی از زیرمجموعه های فولاد ابزار سردکار معروف است . تولیدکنندگان از این نوع فولاد آلیاژی کربن بالا برای تولدی تیغه,چاقو, مته و ابزار آلات سخت دیگر استفادده میکنند. میگرد فولاد نقره ای پرکاربردترین آلیاژ فولاد نقره است. که در قطر 2mm تا 50mm تولید میگردد.
میلگرد و فولاد نقرای – 1.2210
ساخت وسایل آشپرخانه
ساخت وسایل آشپزخانه از قبیل انواع چاقوهای آشپرخانه,انواع دربازکن,ساتور,کارد آشپرخانه و… کلیه ی ابزار سخت و برنده در هر آشپزخانه ایی میتواند نشانگر کاربرد فراوان فولاد نقره ایی در صنعت باشد.
گروه بندی و سایزبندی میلگرد فولاد نقره ای
از نظر اشکال میلگرد. بمانند سایر میلگردهای فولادی,. فولاد نقره به فرم میله های بلند و گرد تو پُر تولید و بسته بندی میگردد. از این روز می توان در سایز بندی و گروه بندی از نظر طول شاخه طول 6 متری . و 12 متری را در نظر گرفت . و از نظر ضخامت میلگرد آنرا به قطرها 2 تا 50 میلیمتر تقسیم نمود.
میل گرد چیست؟
میلگرد آهن آجدار آزماتور فولادی یا فیبر پلیمری تقویت شده ای است. که در بتن برای جبران مقاومت کششی پایین آن (بتن) مورد استفاده قرار می گیرد. فولاد یا فیبر پلیمری که به این منظور در سازه های بتن آرمه به کار می رود. به شکل سیم یا میلگرد می باشد. در موارد خاصی از فولاد ساختمانی نظیر نیمرخ های I شکل، ناودانی. ناودانی یا قوطی نیز برای مسلح کردن بتن استفاده می شود. آج در میلگرد به منظور درگیر کردن فولاد در بتن است. بدین منظور آج در میلگرد به صورت مارپیچ و با عمق استاندارد ایجاد می شود. تا بتواند سطح درگیری میلگرد و بتن بالا رود.
خاموت
آرماتورهای عرضی که برای مقاومت در برابر برش و پیچش به دور آرماتورهای طولی و اصلی در شناژها بسته می شوند خاموت نام دارند.
از آرماتوربندی به منظور قوی ساختن ساختمان، پل، سد و … استفاده می شود. آرماتوربند با بستن میلگردها به هم توسط سیم آنها را به هم متصل می کند. البته بتن میلگرد و خم کردن نوک میلگرد امری ضروری است.
برای جلوگیری از بیرون زدگی آرماتورهای طولی در اثر کمانش. تحمل نیروهای برشی و جلوگیری از گسترش ترک از خاموت استفاده می شود. قطر خاموت و فاصلۀ آنها از یکدیگر با توجه به نیروهای وارده طراحی و محاسبه می شود. با توجه به آسیب پذیر بودن آرماتورها در برابر رطوبت. و همچنین کاهش مقاومت آرماتورها در صورت وقوع آتش سوزی و گرم شدن بیش از حد. لازم است میلگردها توسط لایه ای از بتن پوشیده شود.
مشخصه های محاسباتی میلگرد
مقاومت تسلیم
مقدار تنشی که در آن بدون افزایش بار تغییر طول فولادی زیاد می شود. تنش تسلیم یا مقاومت تسلیم یا مقاومت جاری شدن می نامند و با Fy نمایش می دهند. دو عامل استحکام کششی و تنش تسلیم میلگرد از عوامل بسیار مهم و تأثیرگذار بر مقاومت میلگرد است.
اسپیسر میلگرد
فضاساز میلگرد که در اصطلاح اسپیسر نامیده می شود قطعه ای فلزی، بتنی، چوبی یا پلاستیکی است. که در میان قالب بتن و میلگرد، یا بین میلگردها قرار می گیرد. هدف از نصب اسپیسر در فضای میان میلگرد و قالب، و یا بین میلگردها. جلوگیری از جابجایی میلگردها حین بتن ریزی و در نتیجه عواقب ناشی از آن می باشد. این قطعه با تأمین ضخامت لازم بتن روی میلگرد، در واقع از رسیدن عوامل خورنده به آرماتور جلوگیری کرده. و سبب افزایش طول عمر بتن و میلگرد می گردد. شاید برای شما نیز این سؤال پیش آمده باشد که استفاده از کدام نوع اسپیسر مقرون به صرفه تر بوده. و سبب بهبود عملکرد بتن مسلح می شود. در ادامه قصد داریم شما را با انواع مختلف این محصول و مزایا و معایب هر یک آشنا سازیم.
مقاومت کششی
حد اکثر مقاومت کششی یا تنش گسیختگی. از تقسیم حداکثر بار ثب شده در آزمایش کشش بر سطح مقطع اولیه به دست می آید.
جدول اشتال میلگرد
جدول اشتال میلگرد شامل اطلاعات استاندارد مورد نیاز صنعت ساختمان سازی طبق استاندارد مؤسسه استاندارد آلمان (DIN) است. محبوبیت این جدول در بین مهندسین سازه به دلیل تولید محصولات فولادی ایران بر اساس استاندارد اشتال است.
این جدول دارای اطلاعات جامع درباره وزن، سطح، مقطع، گشتاور مقاوم و همچنین چندین آیتم دیگر است. از جدول اشتال برای بازار فولاد و آهن نیز استفاده می کنند. مهمترین بخش استفاده از آن، محاسبه کردن وزن مقاطع مثل میلگرد، تیرآهن و تعدادی از فولادهای ساختمانی است.
خصوصیات فیزیکی
فولاد ضریب انبساط حرارتی تقریباً یکسانی با بتن مدرن دارد. اگر چنین نبود، در اثر تنش های طولی و شعاعی اضافی در دماهای متفاوت. از دمای محیط، مشکلاتی ایجاد می شد. اگرچه میلگرد دارای دنده هایی است که آن را به صورت مکانیکی به بتن متصل می کند. اما در اثر تنش های زیاد ممکن است از آن خارج شود. که غالباً با فروپاشی در مقیاس بزرگ همراه است. برای جلوگیری از چنین خرابی، میلگرد یا عمیقاً در اعضای سازه مجاور قرار می گیرد. (قطر 40 تا 60 برابر) یا انتهای آن خم شده. و قلاب شده است تا آن را در اطراف بتن و میلگرد دیگر قفل کند. این روش اول باعث افزایش اصطکاک میله در محل می شود. در حالی که روش دوم از مقاومت فشاری بالای بتن استفاده می کند.
فولاد 2210
میلگرد معمولی از جنس فولاد گرمادیده بدون پرداخت سطحی ساخته می شود و این خود باعث زنگ زدگی می شود. به طور معول، پوشش بتنی قادر است تا مقادیر PH بالاتر از 12، میلگرد را از واکنش خوردگی محافظت کند. پوشش بتنی بسیار کم می تواند. این محافظ را از طریق کربناسیون از سطح و نفوذ نمک به سطح به خطر بیندازد. پوشش بتنی بیش از حد میتواند باعث ایجاد ترک های بزرگتر شود. که باعث مقاومت موضعی را به خطر می اندازد. از آنجا که زنگ زدگی حجم بیشتری نسبت به فولادی که از آن تشکیل شده است به خود می گیرد. باعث فشار شدید داخلی به بتن می شود. و منجر به ترک خوردگی، پاشیدگی و در نهایت خرابی ساختاری می شود.
این پدیده بعنوان جک اکسید شناخته می شود. این یک مشکل خاص است که بتن در معرض آب نمک است. همانطور که در پل هایی که در کاربردهای دریایی اعمال می شود. و یا پاشیدن نمک در جاده های زمستانی رخ می دهد. حتی میله های آسیب دیده عملکرد بهتری نسبت به آرماتورهای بدون پوشش نشان داده اند. اگرچه مسائلی در مورد جداسازی پوشش اپوکسی از میله ها و خوردگی در زیر فیلم اپوکسی گزارش شده است. این میله ها در بیش از 70000 عرشه پل در ایالات متحده آمریکا استفاده می شود.
میلگرد پلاستیکی تقویت شده با فیبر نیز در محیط هایی با خوردگی بالا استفاده می شود. در اشکال مختلف مانند مارپیچ هایب برای تقویت ستون های استوانه ایف تیرهای معمولی و مشبک موجود است. بیشتر میلگردهای تجاری در دسترس از الیاف یک جهته تنظیم شده در رزین پلیمر ترموست ساخته شده است. و اغلب به آن فیبرهای پلیمری تقویت شده (FRP) گفته می شود.
برخی از ساخت و سازهای ویژه مانند تأسیسات تحقیقاتی و تولیدی. با وسایل الکترونیکی بسیار حساس ممکن است نیاز به استفاده از تقویت کننده ای داشته باشد. که برای برق غیر رسانا باشد و اتاق های تجهیزات تصویربرداری پزشکی ممکن است. برای جلوگیری از تداخل، به خواص غیر مغناطیسی نیاز داشته باشند. میلگرد FRP، دارای انواع فیبرهای شیشه ای دارای رسانایی الکتریکی کم و غیر مغناطیسی هست که. معمولاً برای چنین نیازهایی استفاده می شود. میلگرد از جنس فولاد ضد زنگ با نفوذپذیری مغناطیسی کم در دسترس است. و گاهی اوقات برای جلوگیری از مشکلات تداخل مغناطیسی استفاده می شود.
فولاد تقویت شده همچنین می تواند در اثر ضربه هایی مانند زلزله جابجا شود و منجر به خرابی ساختاری گردد. نمونه بارز آن فروپاشی خیابان Cypress Viaduct در اوکلند، کالیفرنیا در نتیجه زلزله سال 1989 لوما پریتا است که باعث 24 کشته شد. زمین لرزه باعث از هم پاشیدن میلگردها از بتن و کمانش میلگرد می شود. طرح های به روز شده ساختمان، از جمله میلگردهای پیرامونی بیشتر. می توانند از این نوع از خرابی ها جلوگیری کنند.
طبقه بندی فولاد میلگرد
میلگردها بر اساس مقدار معین از مقاومتشان در برابر نیروی کششی طبقه بندی می شوند. که در اصطلاح به آن مقاومت مشخصه میلگرد می گویند. میلگردهایی که در ایران تولید می شود (طبق استاندارد روسی). به سه گروه کلی تقسیم می شوند: میلگرد نوع A-1، میلگرد نوع A-2 و میلگرد نوع A-3. در کارگاه ساختمانی نیز. از لحاظ رده مکانیکی یا شکل ظاهری به طور کلی به چهار دسته A4،A3،A2،A1 تقسیم بندی می شوند. میلگرد A1 (نرم بدون آج): اولین گروه، میلگردهای A1 می باشند که استم آئین نامه آنها 240F یا رده مقاومتی 240 هستند که به میلگردهای A1 یا ساده معروفند. و هیچ گونه شکل آج بر روی آنها وجود ندارد. مقاومت تسلیم و مقاومت کششی آن به ترتیب 2400 و 3600 کیلوم گرم بر سانتی متر مربع می باشد.
میلگرد A2 (نیمه سخت با آج ساده): رده بعدی میلگرد های A2 هستند که به شکل آجدار بوده و از لحاظ طبقه بندی در رده S340 دسته بندی می شوند. در واقع این میلگرد یک محور در امتداد طولی بوده. و یک سری دوپیچ به صورت مارپیچ نسبت به این محور طولی قرار گرفته اند. این محصولات از لحاظ مقاومتی نسبت به میلگردهای A1 مقاوم تر می باشد. مقاومت تسلیم این میلگردها نیز 2400 و مقاومت کششی آنها 5000 کیلوگرم بر سانتی متر مربع می باشد. میلگرد A3 (سخت با آج پیچیده): دستۀ سوم، میلگردهای آجدار با شکل آج مارپیچ می باشند. شکل آج ها در این میلگرد نسبت به محور طولی به صورت جناقی (هشتی شکل) می باشند. و از لحاظ مقاومت نیز نسبت به میلگردهای A1 و A2 مقاومت بالاتری دارند.
کشش میلگرد
میلگردهای کششی که با این فناوری ساخته می شوند. در بازار به نام های میلگردهای دهم دار و صدم دار مشهور هستند. می توان گفت که کشش میلگرد به اندازه بسیار بالایی وابسته به قالب هایی است. که در این امر مورد بهره برداری قرار می گیرند. مواد استفاده شده در این قالب ها از تنگستن است و میزان دقت بالایی در ساخت آنها اعمال شده است.
قبل از اعمال کشیدگی میلگرد روی آنها عملیاتی انجام می شود. نظیر شستن میلگردها درون وان های بسیار بزرگی از آب و اسید که باعث می شود. همه آلودگی ها از روی آنها پاک شود.
مرحله دوم باید سریعتر میلگردها تراشیده شوند. تا بتوان آنها را در قالب وارد کرد و پس از آن عملیات کشش میلگرد انجام می شود. مرحله بعدی عملیاتی است که در دستگاه انجام می شود و باعث باریک شدن میلگردها می شود.
مرحله بعد گرفتگی کجی و صاف کردن ایرادات و کجی هاست و در اتمام بسته بندی و فروش. قبل از آن باید برای کسانی که در خصوص تست کششی میلگرد اطلاعی ندارند. توضیح داده شود که این آزمون بر اساس استاندارد ASTM البته در کشور ایران استاندارد تعریف شده منوپولی وجود دارد. اما ASTM یک استاندارد واحد و جهانی است. مطمئناً یک سازه بتنی تمام توان و مقاومتش به قدرت میلگرد ها است. این آزمون می توان تشخیص دهد. که کشش یک میلگرد بنا به ویژگی های فیزیکی، شیمیایی و مکانیکی آن چگونه است.
استفاده از میلگرد بدون آج به عنوان میل گرد حرارتی
متأسفانه بعضی مهندسان با دلایل گوناگون سعی می کنند. از این میلگردها به عنوان میلگردهای حرارتی در سقف ها بهره ببرند.
آنها از این توجیه استفاده می کنند که میلگردهای حرارتی نقش سازه ای ندارند. و لذا استفاده از آنها به عنوان میلگرد حرارتی هیچ مانعی ندارد.
اما باید توجه نمود که در بند یاد شده آیین نامه کاملاً موارد استفاده از این میلگرد را مشخص نموده.
لذا استفاده از آنها به عنوان میلگرد حرارتی نوعی اشتباه طراحی و اجرایی متداول می باشد.
استفاده مجدد و بازیافت
در بسیاری از کشورها پس از تخریب یک سازه بتنی، کارگران برای برداشتن میلگردها فراخوانده می شوند. آنها سایت تخریب را تمیز می کنند. این ها فلز را با استفاده از قیچی مفتول بری. تجهیزات جوشکاری و برش، پتک و سایر ابزارها استخراج می کنند. این فلز تا حدودی صاف شده، بسته بندی شده و فروخته می شود.
میلگرد مانند تقریباً تمام محصولات فلزی، می تواند به صورت قراضه بازیافت شود. معمولاً با سایر محصولات فولادی ترکیب می شود. ذوب می شود و دوباره شکل می گیرد.
ایمنی
برای جلوگیری از آسیب، انتهای برجستۀ میلگردهای فلزی غالباً خم شده یا با درپوش های مخصوص پلاستیکی “Plate” تقویت شده با فولاد، پوشانده می شوند. درپوش ها ملقب به “mushrooms” ممکن است از خراش و سایر صدمات جزئی محافظت کنند. اما در مقابل فرورفتگی هیچ محافظتی نمی کنند.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
کربن مهمترین و مؤثرترین عنصر آلیاژی در فولادها می باشد. و بالاترین تأثیر را در ساختار آن دارد. هر فولاد آلیاژ شده علاوه بر کربن عناصر آلیاژی دیگری نظیر سیلیسیم، منگنز، فسفر و گوگرد را به همراه خواهد داشت. بطوریکه این عناصر به شکلی ناخواسته به هنگام فرآیند تولید در فولاد باقی خواهد ماند. با افزایش میزان کربن استحکام، سختی پذیری فولاد بیشتر میشود. اما چکش خواری و قابلیت جوشکاری و ماشینکاری (با استفاده از ماشینهای برش) کاهش می یابد. این عنصر عملاً هیچ تأثیری بر مقاومت خوردگی در آب، اسید و گازهای گرم ندارد.
2- کلسیم (Ca)
در ترکیب با سیلیسیم به شکل سیلیسیم – کلسیم در اکسیژن زدایی فولادها به کار می رود. کلسیم، مقاومت در برابر پوسته شدن مواد هادی حرارت را افزایش می دهد.
3- سدیم (Na)
این عنصر یک اکسیژن زدای مسلم و نیرومند است. و گوگرد زدایی را نیز سرعت و شتاب می دهد. به همین دلیل یک عنصر پالایشی در فولادها محسوب می گردد. وجود این عنصر در فولادهای پر آلیاژ باعث گستردگی دامنه فرآیند شکل گیری گرم می شود. همچنین مقاومت فولادهای نسوز را در برابر پوسته شدن بهبود می بخشد. آلیاژهای آهن – سدیم با مقادیر تقریبی 70% سدیم دارای خواص آتش دهندگی (مانند سنگ چخماق) هستند. و در تولید چدنهایی با گرافیت کروی مورد استفاده قرار می گیرد.
4- کبالت (Co)
کبالت هیچ کاربیدی را تشکیل نمی دهد در دمای بالا از رشد دانه ها جلوگیری می کند. مقاومت در برابر تنشهای ناشی از بازپخت را افزایش می دهد. و موجب استحکام مکانیکی فولاد در برابر دمای بالا می شود. لذا به عنوان یک عنصر آلیاژی در فولادهای ابزاری گرم کار و فولادهای مقاوم در برابر خزش و فولادهای دیرگداز به کار می رود. وجود کبالت شکل گیری گرافیت کروی را تسریع می کند. در کمیت ها و مقادیر بالا، پایداری مغناطیسی و نیروی مغناطیسی زدایی و هدایت حرارتی را افزایش می دهد. لذا به عنوان یک عنصر پایه در آلیاژها و فولادهای مغناطیسی دایم مرغوب به کار می رود.
5- کروم (Cr)
وجود عنصر فوق باعث سختی پذیری فولاد در هوا و روغن می باشد. کروم با کاهش سرعت خنک سازی بحرانی به وسیله شکل دادن ساختار مارتنزیتی، قابلیت سخت کاری را افزایش می دهد. بنابراین سبب بهبود حساسیت های سخت کاری و بازپخت می شود. اما در هر صورت چقرمگی کاهش می یابد. و از انعطاف پذیری یا شکل پذیری فولاد به مقدار کمی کاسته می گردد. با افزایش کروم در فولادهای ساده کروم دار جوش پذیری کاهش می یابد. با اضافه نمودن هر واحد (1%) کروم به عنوان یک عنصر کاربید ساز استحکام کششی فولاد. به میزان 100-80 نیوتن بر میلیمتر مربع افزایش می یابد.
کروم به عنوان یک عنصر کاربید ساز بکار برده می شود. کاربیدهای این عنصر کیفیت نگهداری لبه ها و مقاومت سایشی را افزایش می دهد. کروم موجب مقاومت فولاد در دماهای بالا می شود. با افزایش کروم مقاومت در برابر پوسته شدن فولادها نیز بهبود می یابد. به طور تقریبی حداقل 13% کروم مورد نیاز است تا مقاومت خوردگی فولادها نیز بهبود یابد. این عنصر سبب کاهش هدایت الکتریکی و حرارتی می شود. و انبساط حرارتی را نیز کاهش می دهد. با افزایش همزان میزان کربن و کروم تا میزان 3% پایداری مغناطیسی افزایش می یابد.
تأثیر عناصر آلیاژی
6- مس (Cu)
مس به عنوان یک فلز آلیاژی به تعداد بسیار کمی از فولادها اضافه می شود. زیرا این فلز به زیر لایه های سطحی فولاد تمرکز یافته. و در فرآیند شکل دهی گرم با نفوذ به مرز دانه ها، حساسیت سطحی را در فولادها بوجود می آورد. لذا به عنوان یک فلز مخرب در فولادها محسوب می گردد. به واسطه حضور مس نقطه تسلیم و نسبت نقطه تسلیم به استحکام نهایی افزایش می یابد. این عنصر در مقادیر بالای 30% موجب سختی رسوبی می شود. و بدین ترتیب سختی پذیری نیز بهبود می یابد. اما قابلیت جوشکاری به واسطه حضور مس تغییری نمی کند. در فولادهای آلیاژی ساده و پر آلیاژ مقاومت جوی به میزان کافی بهبود می یابد. مقادیر بالاتر از 1% مس موجب بهبود مقاومت در برابر واکنشهای اسید کلریدریک و اسید سولفوریک می شود.
7- هیدروژزن (H)
هیدروژن یک عنصر مخرب در فولاد تلقی می گردد. زیرا بدون آنکه نقطه تسلیم و استحکام کششی فولاد را افزایش دهد موجب تردی و شکنندگی فولاد می گردد. انعطاف پذیری را کم کرده و باعث کاهش سطح مقطع می باشد. هیدروژن سبب پوسته شدن ناخواسته سطح فولاد میگردد. و ایجاد خطوط رنگین ناشی از ترکیبات را شتاب می دهد. هیدروژن اتمی ایجاد شده در خلال فرایند اکسیژن زدایی در فولاد نفوذ کرده و حفره هایی را تشکیل می دهد. هیروژن مرطوب در دمای بالا باعث کربن زدایی فولاد می باشد.
تأثیر عناصر آلیاژی
8- منگنز (Mn)
یک اکسیژن زداست. این عنصر با گوگرد ترکیب شده و تشکیل سولفید منگنز می دهد. بر همین اساس اثرات نامطلوب اکسید آهن را از بین می برد. وجود این عنصر در فولادهای خوش تراش بسیار مهم است. زیر خط قرمز شکنندگی را کاهش می دهد. منگنز سرعت خنک شدن بحرانی را نیز به شدت کم می کند. به همین دلیل سختی پذیری و نقطه تسلیم و استحکام نهایی را افزایش می دهد. با اضافه نمودن منگنز تأثیرات مطلوبی در قابلیت های آهنگری و جوشکاری فولاد بوجود می آید.
و بطور قابل ملاحظه ای عمق سختی فولادها را بیشتر می کند. اگر سطح این نوع فولادها در معرض تنشهای ضربه ای قرار گیرد به مقدار بسیار زیادی کارسخت خواهد شد. در حالیکه مغر فولاد چقرمگی اولیه خود را حفظ میکند. لذا این گروه از فولادها تحت تأثیر نیروهای ضربه ای (کارسختی) مقاومت سایشی مطلوبی از خود نشان می دهند. با افزایش منگنز ضریب انبساط حرارتی افزایش یافته در حالیکه هدایت الکتریکی کاهش می یابد. منگنز باعث افزایش خاصیت فنری می شود.
9- مولیبدن (Mo)
این عنصر به طور معمول با عناصر دیگر آلیاژ می شود. در فولاد کروم-نیکل دار و فولاد منگنز دار سبب ریزدانه سازی می شود. و باعث بهبود قابلیت جوشکاری می شود. و نقطه تسلیم و استحکام نهایی را بالا می برد. با ازدیاد درصد مولیبدن جوش پذیری کاهش می یابد. و سازنده مسلم فاز کاربید است. و در فولادهای تندبر خواص برشکاری را بهبود می بخشد. مولیبدن مقاومت خوردگی را بالا می برد. سختی پذیری را افزایش می دهد. در حدود 0.5- 1.5% مولیبدن به فولادهای آلیاژی اضافه می شود.
تا استحکام و مقاومت خزشی آنها در دماهای بالا حفظ شود. فولادهای زنگ نزن از 0.5 تا 4.0% مولیبدن دارند. فولادهای زنگ نزن آستنیتی برای مقاومت خوردگی بیشتر در محیط های خورنده حاوی مولیبدن مناسب هستند. همچنین، مقاومت در برابر پوسته شدن را می کاهد. عنصر مولیبدن باعث بهبود چقرمگی در فولادهای کربنی ساده با استحکام بالا می شود. و بنابراین در محدوده دمایی قابل استفاده، استحکام و سختی را افزایش می دهد.
در مقایسه با فولادهای کربنی ساده، فولادهای مولیبدن دار خواص الاستیک و استحکام ضربه ای بهتری دارند. با افزودن مولیبدن به فولادهای کم کربنی و مس دار نرخ خوردگی اتمسفری کاسته می شود. با حضور این عنصر، گرافیت زدایی در دماهای بالا کند می شود. مولیبدن، نیتریدهای بسیار مقاوم در برابر سایش در فولاد تشکیل می دهد و بنابراین در فولادهای ابزار نیتریده شونده استفاده می شود.
تأثیر عناصر آلیاژی
10- نیتروژن (N)
این عنصر به دو صورت ظهور می کند
1- بصورت یک عنصر مخرب که به دلیل کاهش چقرمگی در خلال فرآیند ته نشینی، رسوبی است. که موجب ایجاد حساسیت در برابر پیری و شکنندگی (تغییر شکل در درجه حرارت 300-350 درجه سانتی گراد) می شود. و امکان ایجاد تنش در ترکهای درون بلوری فولادهای غیر آلیاژی و کم آلیاژ را فراهم می سازد.
2- بصورت عنصری آلیاژی دامنه فاز گاما را افزایش می دهد. و ساختار آستنیتی را استحکام می بخشد. در فولادهای آستنیتی استحکام را افزایش می دهد و باعث افزایش نقطه تسلیم و خواص مکانیکی در گرما می شود.
11- آلومینیوم (All)
یکی از قوی ترین اکسیژن زداها و نیتروژن زداهاست و بر اساس نتایج به دست آمده. تأثیر بسیار زیادی برای مقابله با کرنش های ناشی از پیری دارد. در ترکیب با نیتروژن تشکیل نیترور می دهد. که باعث افزایش مقاومت در برابر پوست های شدن می شود. به همین دلیل به عناون عنصری آلیاژی برای مقاومت حرارتی فولادها به کار می رود.
12- نیکل (Ni)
این عنصر دو وظیفه مهم انجام می دهد
1- تشکیل و پایدار سازی ساختار آستنیتی، کاهش کار سختی، افزایش شکل پذیری، ایجاد خواص مکانیکی مخصوصاً در دماهای پایین.
2- بهبود خواص خوردگی مخصوصاً در محیط های احیا کننده و اسیدهای معدنی از طریق کمک به تشکیل لایه محافظ.
تأثیر عناصر آلیاژی
نیکل سختی پذیری فولاد را افزایش می دهد. و در حدود 0.25 تا 5 درصد در ترکیب فولاد وجود دارد. نیکل چقرمگی شکست فولاد بهمراه استحکام و سختی آن را افزایش می دهد. در مواقعی که در دماهای پایین به چقرمگی شکست بالا نیاز باشد. در صد آن تا 9 نیز می تواند باشد. و در فولادهای زنگ نزن آستنیتی 7 تا 35 درصد نیکل وجود دارد. در این فولادها برای خنثی کردن از فریت زایی کروم از نیکل بهره می گیرند.
13- سیلیسیم (Si)
سیلیسیم استحکام فولاد را افزایش می دهد. و سختی پذیری را زیاد می کند. همچنین مقاومت سایشی را افزایش می دهد. به علت افزایش استحکام تسلیم، عنصر اصلی در فولادهای فنر است. در مقادیر بالای سیلیس، سختی پذیری و استحکام فولاد افزایش می یابد. ولی این افزایش همراه با کاهش شکل پذیری و انرژی ضربه است. همچنین وجود این عنصر باعث افزایش مقاومت به پوسته شدن در دمای بالا می گردد. ضمناً در محیط های شیمیایی اکسید کننده قوی مانند اسید سولفوریک غلیظ و گرم نیز مقاومت خوردگی را افزایش می دهد.
تأثیر عناصر آلیاژی
14- گوگرد (S)
نقطه تسلیم و مقاومت در برابر کشش فولاد را تغییر نمی دهد. در فولادهای خوش تراش وجود گوگرد عامل مهمی است. در واقع، یکی از راه های افزایش قابلیت ماشینکاری، اضافه کردن گوگرد به ترکیب فولاد است. وقتی ابزار برش روی سطح قطعه کار می کنند. به علت وجود سولفاتت منگنز طول پلیسه ها کوتاه تر می شوند. و نقش روان کار را نیز ایفا می کنند. و در نتیجه صافی سطح بیشتر می شود.
15- فسفر (P)
فسفر خاصیت ماشینکاری، براده برداری، شکنندگی در حالت سرد و استحکام در حالت گرم را افزایش داده. و مقاومت در برابر ضربه را کاهش می دهد.
16- تنگستن (W)
تنگستن کاربرد زیادی در تولید فولاد ابزار داشته و اخیراً در تولید فولادهای پر آلیاژ مقاوم در برابر حرارت نیز استفاده می شوند. سختی پذیری را افزایش می دهد و از افت سختی در دماهای بالا که امری رایج در نوک ابزار است جلوگیری می کند.
در تولید فولادهای ابزار بالأخص فولادهای ابزار تندبر، یکی از عناصر اصلی تنگستن است. در فولادهای تندبر زمینه ای ایجاد می کند که در حین تمپر نرم نمی شود. و کاربید بسیار سخت و مقاوم به سایش می باشند.
17- وانادیوم (V)
با افزودن وانادیم به فولادهای ابزار و آلیاژی سختی پذیری آنها افزایش می یابد. وانادیم به عنوان عنصر آلیاژی در فولادهای کربنی میکروآلیاژی استفاده می شود. و تنها به مقدار کمی کافی است. تاافزایش قابل توجهی در استحکام فولاد به دست آید. وانادیم از درشت شدن دانه های آستنیت جلوگیری می کند. وانادیم، مقاومت به سایش و حفظ دندانه های تیز و استحکام در دماهای بالا را افزایش می دهد. همچنین بخاطر ریز کردن دانه های آستنیتت، قابلیت جوشکاری را بهبود می بخشد.
18- تیتانیوم (Ti)
در فولادهای ضد زنگ نیز برای از بین بردن اثر مخرب کاربید کروم مورد کاربرد قرار می گیرد.
10-نیوبیم (Nb)
در فولادهای ضد زنگ اثری مشابه تیتانیوم را داشته و به تنهایی و یا به همراه تیتانیوم مورد استفاده قرار می گیرد. و در فولادهای آستنیتی، برای بهبود مقاومت خوردگی بین دانه ای و افزایش خواص مکانیکی در دماهای بالا استفاده می شود. در فولادهای مارتنزیتی، نیوبیوم سختی را کم کرده و مقاومت به تمپر را افزایش می دهد. مقدار نیوبیوم مورد نیاز در فولادهای کربنی و کم آلیاژی کم بوده و در حدود 0.05% نیوبیوم. افزایش قابل توجهی در استحکام فولاد را در پی دارد.
20- قلع (Sn)
نقطه تسلیم و مقاومت در برابر کشش فولاد را تغییر نمی دهد. ولی در نورد سرد مشکل زا می باشد. زیرا افزایش این عنصر در فولاد باعث ایجاد ترکیباتی می شود که دمای ذوب آنها پایین می باشد.
21- سرب (Pb)
باعث کم شدن خاصیت نورد در فولاد می شود. کیفیت سطحی فولاد را کم می کند. به دلیل افزایش خاصیت شکل گیری فولاد، در فولادهای اتومات بیشتر مورد استفاده می شود.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
فولاد ابزاری (به انگلیسی Tool steel) به دسته ای از فولادهای کربنی و آلیاژی گفته می شود.
فولاد ابزاری چیست
که برای ساخت ابزار و قالب مناسب هستند. این خواص شامل سختی بالا، مقاومت به سایش، مقاومت به تغییر شکل و دفورمه شدن وقابلیت حفظ لبه برش دهنده در دماهای بالا است. به همین دلیل فولادهای ابزاری برای شکل دهی به سایر مواد مناسب هستند.
فولادهای ابزاری معمولاً در کوره های قوس الکتریکی و تحت شرایط و الزامات ویژه فولادهای ابزاری ذوب می شوند. فولادهای ابزاری در حقیقت فولادهایی هستند. که قابلیت سخت کاری تمپرینگ دارند. درصد بالای عناصر آلیاژی و میکروساختار مناسب کاربردهای طاقت فرسا و شدید، باعث آن است که تولید این فولادها دشوار باشد.
خواص اصلی فولاد ابزار شامل مقاومت به سایش. سختی بالا و قابلیت حفظ شکل در دماهای فوق العاده بالا باعث استفاده از آن در ساخت ابزارهایی مانند مته، برقو، کاترها. قالب های فورجینگ و قالب های تزریق پلاستیک می شود.
فولاد ابزاری چیست
بازار فولاد ابزار در سال 2017 بیش از چهار و نیم میلیارد دلار ارزش داشت و انتظار می رود. تا سال 2024 صنعت به بیش از دو نیم میلیون تن فولاد ابزار نیاز داشته باشد. بزرگترین شرکت های تولید کننده فولاد ابزاری در جهان عبارتند از:
ناچی-فوجیکوشی، هیتاچی متالز، وست آلپاین، ساموئل سان اند کو، ارامت، تیانگونگ اینترنشنال، شرکت فولاد پنسیلوانیا، کی لو اسپشال استیل.
طبقه بندی فولادهای ابزاری
تعداد بسیار زیادی از فولادهای ابزار به طور متوسط مؤسسه آهن و فولاد آمریکا (AISI) طبقه بندی شده است. که توسط کشورهای بسیاری پذیرفته شده و استفاده می شود. سیستم طبقه بندی AISI فولادهای ابزار را بر اساس مشخصات برجسته آنها مانند آلیاژ. کاربرد یا عملیات حرارتی آنها به گروه های مختلفی تقسیم بندی می کند.
فولاد ابزاری چیست
ریزساختار مورد سختکاری یک فولاد ابزاری متداول، شامل زمینه ای از مارتنزیت که تمپر است حاوی پراکندگی های مختلفی از آهن و کاربیدهای آلیاژی است. وجود درصد بالایی از کربن یا عناصر آلیاژی در این فولادها، امکان سختکاری یا تشکیل مارتنزیت در هنگام خنک کاری را فراهم کرده است. هرچه درصد کربن یا عناصر آلیاژی در مارتنزیت در حال فوق اشباع بیشتر باشد، که آستنیت مادر به ارث می برد. درصد کاربیدهای شکل گرفته در حین تمپرینگ بیشتر خواهد بود.
هرچه درصد عناصر تشکیل دهنده کاربیدهای قوی بیشتر باشد. چگالی کاربیدهای پایدار در آستنیت در هنگام کار در حالت گرم و آستنیتی کردن بیشتر خواهد بود. این کاربیدها علاوه بر آنهایی که در حین تمپرینگ در مارتنزیت شکل گیری شدند. به عنوان اجزایی از میکروساختار باقی خواهند ماند. هرچه درصد کربن مارتنزیت و چگالی کاربیدها بیشتر باشد. مقاومت به سایش فولاد افزایش خواهد یافت. اما از طرفی چقرمگی آن کاهش می یابد.
گروه سختکاری شونده با آب :گروه W
فولادهای ابزاری سختکاری شونده در آب کمترین میزان عناصر آلیاژی را در میان فولادهای ابزاری دارند. و اساساً این فولادها، فولادهای کربنی هستند. به همین دلیل قابلیت سختکاری آنها پایین بوده و برای تشکیل مارتنزیت باید آنها را در آب کوئنچ کرد. حتی با وجود کوئنچ کردن در آب ممکن است فقط سطح فولاد سختکاری شود. با این حال درصد بالای کربن در فولادهای ابزاری سختکاری شونده در آب این اطمینان را می دهند. که در هر جایی که مارتنزیت شکل بگیرد. سختی بالایی وجود خواهد داشت. به دلیل درصد پایین عناصر آلیاژی در فولادهای ابزاری سخت شونده در آب، با عملیات حرارتی فقط کاربیدهای آهن شکل خواهند گرفت.
این فولادها توسط آب سختکاری می شوند. و به همین دلیل فولادهای ابزاری سختکاری شونده با آب نام گذاری شده اند. فولادهای گرید -W در حقیقت فولادهای کربن -بالای ساده هستند. این گروه از فولادهای ابزاری به دلیل قیمت پایین تر آنها نسبت به سایر فولادهای ابزاری پرکاربردترین فولادهای ابزاری هستند. این فولادها برای کاربردهایی که دمای بالا وجود ندارد بسیار مناسب است. در دماهای بالای 150 درجه سانتی گراد این فولادها خاصیت سختی خود را به شدت از دست می دهند. از آنجایی که این فولادها پس از عملیات حرارتی. خیلی بیشتر از فولادهای سختکاری شونده در هوا یا روغن، تاب برداشته یا ترک می خورند. امروزه نسبت به قرن 19 و 20 خیلی کمتر از آنها استفاده می شود.
گروه کار سرد
گروه سختکاری شونده با روغن (Oil Hardening): سری O
فولادهای ابزاری کار سرد، سختکاری شونده در روغن با هدف تولید فولادهایی با مقاومت به سایش بسیار بالا. در شرایط کار در حالت سرد توسعه یافتند. سختی بالا توسط مارتنزیت کربن-بالای که تمپر است در دمای پایین، برای تولید کاربیدهای متفرق بسیار ریز، ایجاد می شود. به دلیل وجود درصد بالای کربن و عناصر آلیاژی، قابلیت سختکاری تا عمق زیادی از قطعه، توسط کوئنچ کردن در روغن وجود دارد. گرید O7 حاوی درصد بالایی از کربن و درصد زیادی عناصر آلیاژی است. که باعث بهبود تشکیل گرافیت می شود. و این امر سبب افزایش قابلیت ماشین کاری و عمر قالب می شود.
این سری شامل گریدهای O1، O2،O6،O7 می باشد. فولادهای این گروه همگی در دمای 800 درجه سانتی گراد سختکاری و داخل روغن کوئنچ میشود. و در دمای زیر 200 درجه سانتی گراد برگشت (Tempering) دهی می شوند.
فولاد ابزاری چیست
گروه سخت کاری شوند در هوا (Air Hardening): سری A
فولادهای ابزاری آلیاژ-متوسط، کار سرد در شرایط کار در حالت سرد مقاومت به سایش بالایی دارند. گریدهای مختلف این فولادها، به دلیل دامنه مختلفی از درصد کربن و عناصر آلیاژی، ترکیب های مختلفی از چقرمگی و سختی ارائه می دهند. مشابه فولادهای سخت شوند در روغن،مقاومت در برابر سایش توسط مارتنزیت-پر-کربن و کاربیدهای ریز متفرق فراهم می شود. با این حال درصد عناصر آلیاژی به اندازه ای زیاد است که امکان تشکیل مارتنزیت در هنگام خنک شدن در هوا نیز وجود دارد.
و در نتیجه این فولادها در هوا نیز سختکاری می شوند. خنک کاری نسبتاً آهسته این فولادها در هوا باعث به حداقل رسیدن اعوجاج. و تاب برداشتن قطعه و پایداری ابعادی خوب آنها در هنگام عملیات حرارتی میشود. این گروه از فولادهای ابزاری دارای گریدی با نام A10 است که حاوی گرافیت نیز می باشد.
فولاد ابزاری چیست
فولادهای ابزاری نوین سختکاری شونده در هوا با ویژگی «تغییر شکل و دفورمه شدن کم» خود در طول فرایند خنک کاری شناخته می شوند. قابلیت ماشینکاری آنها معمولاً خوب بوده و توازن خوبی بین استحکام و مقاومت به سایش در آنها برقرار است.
اولین فولاد ابزار سختکاری شونده در هوا با عنوان Mushet Steel شناخته می شد.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶