کلمهفولادبه آلیاژهایی گفته میشود که حداقل پنجاه درصد آن را آهن تشکیل می دهد. و شامیل یک یا چند عنصر دیگر می باشد. این عناصر معمولاً شامل کربن، منگنز، سیلیسیم، نیکل، کرم، وانادیوم، مولیبدن، تیتانیوم، نیوبیم و آلومینیوم هستند. کربن به عنوان مهمترین ماده آلیاژی فولاد محسوب می گردد هر چند که ممکن است. در انواع مختلف فولاد، مواد آلیاژی دیگری نیز به میزان زیادتری یافت شود. یا حتی کربن در بعضی از آلیاژهای فولاد ناخالصی محسوب شود.
کربن در آهن bcc حل شده و یک محلول جامد به نام فریت Ferrite تشکیل می دهد. حل شوندگی کربن در فریت آلفا حداکثر 0.025 درصد در فریت دلتا 0/09 درصد است. کربن در ساختار بلوری گاما Fcc حل شده و محلول جامد آستنیت (Austenite) به دست می آید. حل شوندگی کربن در Fcc اندکی بیشتر بوده و به میزان 2/14 درصد می رسد. با افزایش میزان کربن در آلیاژ آهن تا حداکثر 6/67 درصد،. میتوان فاز کاربید آهن یا سمنتیت (Cementite) را به دست آورد که ساختاری ترد و شکننده دارد.
میزان حداکثر انحلال کربن در آهن برای فازهای مختلف. در دماهای مختلف روی می دهد و فولادهای مختلف را از یکدیگر متمایز می سازد. با توجه به آلیاژ فولاد و نرخ سرد کردن آن پرلیت (Pearlite) یا مارتنزیت (Martensite) میتواند تشکیل شود. مارتنزیت هنگام سرد شدن سریع آلیاژ فولاد به دست می آید. میزان کربن موجود در فولاد معمولاً بین 0.025 تا 2/14 درصد تغییر می کند. آلیاژهای آهن با کربن بین 2/14 تا 6/67 درصد چدن نامیده میشود. خواص چدن و فولاد به درصد کربن، فلزهای آلیاژ دهنده و عملیات حرارتی انجام شده بر روی آنها بستگی دارد.
آهنیا واژه آنگلوساکسون به معنی فلز مقدس است. نماد آهن Fe از واژه لاتین Femum اقتباس شده است. آهن دومین فلزفراوان و جهارمین عنصر فراوان در پوسته زمین. با فراوانی 5 درصد و ششمین ماده باریونی فراوان در کهکشان راه شیری می باشد.
آهن فلزی خالص کاربرد بسیاری محدودی. در مهندسی دارد چون دارای استحکام بسیار پایین و مقاومت اندک در برابر خوردگی است. آهن خالص جامد بین دمای محیط و دمای ذوبش، دچار دو تغییر در ساختمان بلوری می شود. آهن یک ساختار بلوری در دماهای پایین و خیلی زیاد و یک ساختار بلوری در دماهای بینابین دارد .زیر 912 درجه سانتیگراد، آهن دارای ساختار بلوری مکعب مرکزدار _bcc_ است.
این ماده، آهن آلفا a-iron نامیده میشود. در دماهای بالاتر از 1395 تا نقطه ذوب، آهن همچنان دارای ساختار بلوری bcc است. و در این دامنه دمایی به آن آهن دلتا (δ iron) می گویند. در دماهای متوسط بین 912 درجه سانتیگراد تا 1395 درجه سانتیگراد ساختمان بلوری آهن،. مکعب با وجوه مرکزدار fcc است و آهن گاما (γ – iron) نامیده می شود. نحوه چیدمان اتم ها در ساختارهای آهن قابل مشاهده می باشد.
برای ایجاد ریز ساختار فریت – بینیت – مارتنزیت، ابتدا نمونه ها در دمای 850 درجه سانتیگراد. بمدت 60 دقیقه نرماله و سپس در 720 درجه سانتیگراد به مدت 3 دقیقه نگهداری شدند. پس از آن برای تشکیل مورفولوژی های مختلف بینیت، در حمام نمک با دماهای متفاوت 380، 400،420،450 درجه سانتیگراد. به مدت 4 دقیقه نگهداری و در آب کوئنچ شدند.
دماها و زمان های مذکور بر اساس نمودار دما – زمان – استحاله T-T-T فولاد 4140 انتخاب گردیده است. برای مثال در دماهای بالاتر از 720 درجه سانتیگراد، زمان اتمام استحاله در منطقه دوفازی فریت – آستنیت بسیار طولانی است. در دماهای کمتر از آن زمان استحاله خیلی کوتاه است و امکان تشکیل ریز ساختار کاملا فریتی وجود دارد. در نتیجه بهترین دما برای دو فازی کردن، دمای 720 درجه سانتیگراد می باشد.
که در این دما طبق نمودار T-T-T با گذشت زمان 3 دقیقه، در منطقه دو فازی هستیم. انتخاب محدوده دمایی 380 تا 450 درجه سانتیگراد به این دلیل است که. این محدوده دمایی، پایین تر از دمای تشکیل پرلیت و بالاتر از دمای تشکیل مارتنزیت می باشد. انتخاب زمان 4 دقیقه در این دما برای اطمینان از تشکیل بینیت است. در این تحقیق، از کوره عملیات حرارتی الکتریکی مدل AZAR 1250 ساخت ایران. و کوره حمام نمک مدل SAMIN 1250 ساخت ایران. و نمک مذاب AS140 استفاده گردید. با انتخاب نمک مناسب از تغییر ترکیب شیمیایی قطعه در حمام نمک جلوگیری میشود حمام نمک. موجب تغییر دمای کل قطعه با سرعت یکسان می گردد. نمونه های تست کشش با استاندارد ASTM E8/E8M آماده سازی. و توسط دستگاه یونیورسال با سرعت 1 میلیمتر بر دقیقه تحت آزمون قرار گرفتند.
دامنه وسیعی از مواد اولیه در فرآیندهای مختلف فولادسازی مورد استفاده قرار می گیرد. کیفیت این مواد اولیه، بازده تولید و میزان مصرف انرژی را تحت تأثیر قرار می دهد. بر اساس ماهیت و نوع کاربری، این مواد را میتوان به صورت زیر دسته بندی نمود.:
می توان فولاد را به روش های گوناگونی طبقه بندی کرد. معیار اولیه جهت طبقه بندی فولاد آنالیز شیمیایی آن است. که فولاد بر مبنای میزان کربن، منگنز، فسفر،. گوگرد و سیلیسیم موجود در آن طبقه بندی می شود.
به طور کلی میتوان دو نوع فولاد تجاری نام برد: فولاد کربنی و فولاد آلیاژی. فولاد کربنی به انواع کم کربن، متوسط کربن و پر کربن طبقه بندی می گردد. فولادهای فوق العاده کم کربن نیز در مواردی خاص تولید می شود. فولاد کربنی علاوه بر داشتن کربن، دارای مقادیری منگنز و مقادیر نسبتاً کمی نیز سیلیسیم، آلومینیوم، مس و … می باشد. به طور کلی موارد استفاده فولاد کربنی در ساخت بدنه اتومیبیل،. لوازم منزل، انواع ماشین آلات، کشتی، انواع کانتینرها و بالاخره اسکلت ساختمان ها است.
فولاد آلیاژی به دو دسته فولاد با آلیاژ کم و فولاد با آلیاژ زیاد تقسیم می شود. فولاد با آلیاژ کم دارای 1 تا 5 درصد از مواد آلیاژی معمولی نظیر نیکل،. کروم، مولیبدن، منگنز،. تنگستن، تیتانیوم، نیوبیوم و … می باشد. این نوع فولاد در ساخت لوازم مخصوص فرود هواپیما،. انواع شفت، ابزار دستی، چرخ دنده و بالاخره فولاد تأسیساتی با استحکام زیاد، به کار می رود. فولاد با آلیاژ زیاد، جمعاً دارای بیش از 5 درصد از مواد آلیاژی است. این ماده آلیاژی به طور معمول کروم، نیکل، منگنز، مولیبدن و یا تنگستن می باشد.
باید دانست که فولاد ضد زنگ، خود نوع عمده ای از فولاد با آلیاژ زیاد بوده. و معمولاً به فولادی اطلاق می گردد که بیش از 5 درصد کروم داشته باشد. فولاد ضد زنگ به خاطر مقاومت در برابر فرسایش و سایش و استقامت در برابر خوردگی. و نیز ظاهر خوب آن، کاربرد فراوانی یافته است. از فولاد ضد زنگ در ساخت قطعات موتور جت، وسایل و لوازم شیمیایی، کارد و چنگال،. انواع لوازم پخت و پز و بالاخره انواع دستگاه های مخصوص برش، استفاده می شود.
یکی از مهمترین فاکتورهای مؤثر در میلگردهای ساختمانیجوشپذیریآنها میباشد. میلگردها به دو صورت جوشپذیر و جوش ناپذیر طبقه بندی میشوند. روش تولید میلگردهای جوش ناپذیر نورد گرم بدون عملیات نهایی میباشد. در این زمینه در زمان تولید میلگردهای آجدار، آج ها با استفاده از آخرین استند نورد. ایجاد میشوند، جایی که دو تا سه دستگاه نورد، نفوذ یکسانی بر روی میلگرد ایجاد میکنند.
در تولید میلگردهای جوش پذیر 3 مرحله اجرایی از جمله نورد گرم. بعد از میکرو آلیاژ کردن، نورد گرم همراه با عملیات حرارتی. و نورد گرم همراه با شکل دهی سرد وجود دارد.
علاوه بر این جوش پذیری میلگردها به ترکیب شیمیایی فولادی. بستگی دارد، معمولاً میزان کربن فولادهای جوش پذیر کمتر از 0.24 درصد وزنی میباشد.
بعد از طی مرحله تولید آهن خام، مرحله تولید فولاد خام شروع می شود. در تولید فولاد خام از چهار روش عمده استفاده میشود که عبارتند از.:
روش روباز open Hearth Furnace یا زیمنس مارتین.
روش کوره اکسیژنی Basic Oxygen Furnace یا کنورتور.
روش کوره قوس الکتریکی EAF:Electric Arc Furnace.
روش کوره های القایی IF: Induction Furnace.
روش روباز، برای تولید فولاد از آهن خام بدست آمده از کوره بلند یا عمدتاً قراضه استفاده میشود. تولید فولاد به این روش از سایر روشهای قدیمی تر بوده و به علت پایین بودن کارآیی آن،. روز به روز کمتر مورد استفاده قرار می گیرد. در سال 2011 حدود 1/8 درصد فولاد دنیا به این روش تولید شد. و تا چند سال آینده فولاد به این روش دیگر تولید نخواهد شد.
آشنایی با صنعت فولاد و آهن
در روش کوره اکسیژنی نیز از آهن خام بدست آمده از کوره بلند . با مقداری قراضه و از طریق دمش اکسیژن خالص، فولاد تولید میشود. حدود 47 درصد فولاد دنیا در سال 2011 توسط انواع کنورتورها تولید شده اند.
در روش کوره قوس الکتریکی تولید فولاد با استفاده از قراضه و آهن اسفنجی بدست آمده از طریق احیاء مستقیم. و یا آهن خام حاصل از کوره بلند یا ترکیبی از آنها توسط الکترودهای گرافیتی. و اعمال قوس الکتریکی صورت می گیرد. در سال 2011 حدود 31 درصد فولاد دنیا به این روش تولید شده است.
در روش کوره القایی آهن قراضه و آهن اسفنجی به کمک انرژی الکتریکی به فولاد تبدیل می گردد. حدود 35 درصد فولاد هندوستان در سال 2011 به این روش تولید شد.
لوله (Pipe) یک مقطع توخالی استوانه ای است که عمدتاً از آن برای انتقال مواد قابل جریان. مانند مایعات، گازها، دوغاب ها و پودرها استفاده می شود. از لوله ها همچنین برای ساخت سازه ها استفاده می شود. مقاطع توخالی لوله ای، به مراتب سفتی بر اساس وزن واحد بیشتری نسبت به مقاطع توپر دارند. لوله از مواد مختلفی از جمله سرامیک، شیشه، فایبرگلاس، بسیاری از فلزات، بتن و پلاستیک ساخته می شود. در گذشته لوله های چوبی و سربی نیز مرسوم بودند.
لوله های فلزی به طور معمول از فولاد آلیاژهای آهن ساخته می شوند. مانند فولاد کربنی، فولاد زنگ نزن، فولاد گالوانیزه و چدن نشکن. لوله های پایه آهنی، در صورت استفاده در جریان آب اکسیژن دار در معرض خوردگی قرار دارند. از لوله های آلومینیوم ممکن است در مواردی استفاده شود که آهن با مایع سرویس ناسازگار باشد. با وزن یک پارامتر مشکل ساز باشد.
از لوله های مسی بیشتر برای سیستم های لوله کشی آب خانگی (قابل شرب). و لوله های سیستم های تبرید و کویل های انتقال حرارت (برای مثال در کندانسورها و رادیاتورها) استفاده میشود. از لوله هایی با جنس آلیاژهای اینکونل . فولاد کروم مولی و تیتانیوم برای دماها و فشارهای بالا در تأسیسات کارخانجات فرآیندی و نیروگاه ها استفاده میشود. ارزش بازار جهانی لوله های فولادی در سال 2019 برابر 142.4 میلیارد دلار بوده. و انتظار می رود از سال 2020 تا 2027 با نرخ رشد مرکب سالانه 6.2% رشد کند. و به 54.68 میلیارد دلار برسد.
لوله بدون درز – لوله یکپارچه
لوله بدون درز – Seamless pipe- که به مانیسمان نیز مشهور است. یکی از پرکابردترین محصولات فولادی است. که در صنعت نفت-پتروشیمی- گاز و همچنین در قطعه سازی مصارف فراوانی دارد. لوله های بدون درز در بازار همچنین به عنوان مقاطع ضخیم و بسیار مقاوم تحت فشار شناخته می شود. زیرا به دلیل یکنواخت بودن و نداشتن درز جوش. دارای مقاومت بسیار بالایی در مقابل فشار و تنش های فیزیکی است. به طوری که به خوبی خود را در هر نوع شرایط آب و هوایی مطابقت می دهد. پروسه تولید مانسمان برای ساخت لوله مانسمان از استاندارد ASTM. – به شماره A106 – A53. و همچنین استاندارد نفت و گاز API 5L استفاده می شود.
پروسه تولید لوله های مانیسمان نیز بدین گونه است که در آن یک شمش فولادی تحت کشش و نورد. افزایش طول یافته و سپس با وارد شدن میله جامد نوک تیز به مرکز شمش گذاخته شده. لوله ای بدون درز را ایجاد می کند.
تولید این نوع از سایزهای بزرگتر به کوچکتر است. و سایزهای 2/1 و 4/3 و 1 اینچ معمولاً به روش سرد است. در تولید این مقاطع عمدتاً از شمش های فولادی گرد استفاده می کنند. البته تولید لوله مانیسمان از مقاطع چهارگوش نیز امکان پذیر است. اما به دلیل اینکه این مقاطع حتماً باید به صورت دایره ای و یکنواخت باشند. گرد کردن شمش های زاویه دار مستلزم صرف هزینه و وقت خواهد بود.
در مجموع پروسه تولید لوله های مانسمان شامل مراحل برش. پیش گرم، مرحله Piercing، عبور از دستگاه الانگاتور، شلیک سمبه. تاب گیری، جداسازی سمبه، کروی سازی، مرحله کشش، خنک سازی، مرحله اندازه گیری. مرحله آزمایش، مرحله کونیک کردن، پولین و در پایان باندل کردن است.
تاریخ ابداع و ساخت لوله های بدون درز به اواخر قرن 19 بر می گردد. و این روش نخستین بار توسط مهندسی آلمانی بنام ((مانسمان))به کار رفت.
از کاربردهای این نوع لوله میتوان به موارد زیر اشاره نمود.
خطوط فشار قوی
خطوط ولتاژ بالا – واژه ولتاژ بالا یا فشار قوی به مدارهای الکتریکی ای اطلاق میگردد. که بخاطر میزان ولتاژ بالای موجود در آنها نیازمند تدبیرات ایمنی ویژه یا عایقبندی مناسب هستند. مدارهای ولتاژ بالا در انتقال انرژی الکتریکی,لامپ اشعه کاتد,اشعه ایکس بکار میروند.
ولتاژ بالا بمعنی ولتاژی بیش از 1000 ولت است. بدین معنی که ولتاژهای بیش از هزار ولت را ولتاژ بالا و زیر هزار ولت را ولتاژ پایین مینامند.
تأثیرات خطوط فشار قوی بر سلامتی : گفته میشود زندگی در نزدیکی خطوط فشار قوی احتمال بیماریهای نظیر سرطان,. ناباروری و برخی بیماریهای روانی را افزایش میدهد. یک راه حل مبارزه با این مشکل استفاده از خطوط زیر زمینی انتقال برق فشار قوی است.
حریم خطوط فشار قوی : برای حفظ مردم از اثرات سوء میدانهای مقناطیسی ناشی از خطوط فشار قوی, برای حفظ برق 20 کیلوولت 5 متر< 63کیلووت 13 متر, 132 کیلوولت 15متر, 230 کیلوولت 17متر و 400 کیلوولت 20 متر حریم در نظر گرفته شده است.
لوله های پلاستیکی به دلیل خواصی از قبیل وزن سبک، مقاومت شیمیایی بالا. خواص غیر خورنده و سهولت در ایجاد اتصالات. بسیار مورد استفاده قرار می گیرند. مواد پلاستیکی مورد استفاده عبارتند از : پلی وینیل کلراید (PVC). پلی وینیل کلرید کلر دار (CPVC)، پلاستیک تقویت شده با الیاف (FRP). ملات پلیمر تقویت شده (RPMP), پلی پروپیلن (PP), پلی اتیلن (PE), پلی اتیلن چگالی بالا اتصال – عرضی (PEX). پلی پوتیلن (PB), و آکریلونیتریل بوتادین استایرن (ABS). در بسیاری از کشورها. لوله های پی وی سی بیشترین لوله های مورد استفاده برای لوله های دفنی توزیع آب آشامیدنی. و شبکه های فاضلاب هستند. محققان بازار پیش بینی می کنند. که کل درآمد جهانی لوله های پلاستیکی در سال 2019 بیش از 80 میلیارد دلار باشد. بازار اروپا در سال 2020 نزدیک به 12.7 میلیارد یورو خواهد بود.
این فولاد آلیاژی 4130یک آلیاژ به استاندارد ASTM A29 است. استیل 4140 نیز معمولاً به عنوان یک فولاد کرومیلی ، حاوی 0-28/0 درصد کربن ، 8/0 – 1/1 درصد کروم و 15/0 – 25/0 درصد مولیبدن شناخته می شود. این فولاد شبیه فولاد 4140 است. که دارای سطح کربن بالاتری است. که 4130 ماده بهبود می یابد. یا جوش پذیری بالاست. و به ازای مقاومت در برابر ضخامت با گرمای مناسب به راحتی ماشینکاری می شود. فولاد آلیاژ ASTM 4130 ورق نازک بسیار عالی است. فولاد AISI 4130 معمولاً به صورت گرد عرضه میشود.
کاربرد فولاد آلیاژی 4130
از این نوع فولاد عمدتاً در ساخت هواپیمای مسافربری و نظامی و سیستم های پشتیبانی زمینی استفاده می شود.
فولاد آلیاژی 4130 یک ماده با قدرتی متوسط است. اما مقاومت زیادی ار حفظ می کند. و آن را برای مسابقات اتومبیل رانی و هوافضا عالی می سازند.
این فولاد کم آلیاژ به طور گسترده در بسیاری از کاربردها مورد استفاده قرار میگیرد. و در برخی از حوزه های کاربردی معمول که به شرح زیر است مورد استفاده قرار می گیرد.
در صنایع: نفت و گاز بعنوان بدنه و پمپ – صنایع خودرو سازی – صنایع هواپیماسازی . در ساخت ابزار ماشین – در ساخت ابزارهای هیدرولیکی و… کاربرد دارد.
تسمه ها برش های صاف و یکسانی هستند که روی انواع ورق شکل می گیرند. و بسته به نیاز، عرض و جنس تفاوت دارند. این محصول یکی از پر استفاده ترین مصالح فولادی در ساختمان سازی و تولید بنا می باشد. که به دو شکل رول و تخت در بازار عرضه می شود. طول استاندارد تسمه ها 6 تا 12 متر است. و عرض آنها بین 20 تا 60 میلی متر. و ضخامت این ورق ها بین 2 تا 20 میلی متر می باشد.
تسمه نوردی تسمه ای است که از ضایعات آهن و ذوبی تولید می شود. و قطر آن بین 5.5 تا 6.5 میباشد. همچنین ابعاد آن نیز تا 1 میلی متر تلورانس دارد.
نوع فابریک از نوع نوردی است که از نورد شمش فولاد در کارخانه ها تولید می گردد. و عمدتاً تمیز تر و با کیفیت تر از نوع های نوردی است. که در کارگاه ها تولید می شود. طول آن 6 متر است. اما ابعادش همانند نوع نوردی تا 1 میلی متر تلورانس دارد.
تسمه ماشینکاری
این نوع که از ورق فابریک و درجه یک بریده شده. و به صورت یکدست و طول ثابت 6 متری است. که لبه های آن صاف و از نوع نوردی گران تر و با کیفیت تر است.
تسمه در چه جنس هایی تولید می گردد
فی
غیر فی
یکی از فرقهای اساسی بین انواع فی و غیر فی، مقدار استحکام کششی آنها می باشد. بطور اساسی انواع غیر فی در بسته بندی اجسام سبک مانند لباس. کاغذ، بطری های نوشابه، مصالح ساختمانی. و الیاف اکریلیک کاربرد دارند.
در صورتیکه انواع فلزی در بسته بندی اجسام سنگین مثل کلاف های ورق فولادی، لوله و پروفیل. شمش های آلومینیوم و مس، الوار و در بستن ماشین آلات سنگین روی پالت. جهت حمل و نقل استفاده می گردد. علاوه بر این در بسته بندی اجسام داغ. استفاده از نوع های فلزی با جای انواع غیر فی چیز غیر قابل پیشبینی نمی باشد. استفاده از این محصول در حال افزایش است. بطوریکه در حال حاضر بیش از 12000 تن نوع فولاد بسته بندی در کشور مصرف می شود. و این مقدار در سال های آتی افزایش خواهد یافت.
انواع فی معمولاً در جنس هایی مانند آهنی، استیل، گالوانیزه، فولادی، ck45,آلیاژی و آلومینیوم تولید و ارائه می گردد.
از انواع این محصول می توان از نوع مقاوم به حرارت و انواع براق فولادی نیز نام برد. البته ورق هایی از جنس فلزات غیر آهنی نیز به صورت تسمه به بازار ارائه می گردد.
کابرد ورق و این محصول مقاوم به حرارت مخصوص در همه روش های جوشکاری برقی و جوشکاری ذوبی لب به لب ضربه ای، مخازن تحت فشار، لوله های تحت فشار و تأسیسات و دیگ بخار است.
ورق و اینن محصول فولاد ساختمانی محدودیت جوشکاری ندارند و همه ی تولید های آنها مخصوص پوشش رنگ است. ورق و این محصول از جنس فولاد آلیاژی نرم. را می توان جوشکاری و یا روی آن ها عملیات کشش انجام داد.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
همچنین یکی از محصولاتی که از این محصول تولید می شود. نوعی شبکه فولادی بنام گریتینگ است. از جمله خواص آن مقاومت بالا، امکان عبور نور و هوا، زیبایی ظاهری و قیمت کمت است. و همچنین باعث تبدیل آن به مناسب ترین گزنیه نسبت به محصولات مشابه در بازار ساختمانی و صنعتی شده است. و چون مقاومتش بالاست جهت پوشش کف و پله کارخانه ها و ساختمان ها از آن استفاده می کنند
انواع تیرآهن و نبشی و ناودانی در صنعت ساختمان سازی. نظیر تیر و ستون وال پست و غیره استفاده می شود.
از انواع ورق با ضخامت های مختلف در صنایع ماشین سازی و ساختمان استفاده می شود. نظیر ساخت ستون به صورت باکس.
پروفیل های مربع و مستطیل با مقاطع کوچک به عنوان نرده های فلزی برای در و پنجره منازل. کناره راه پله ها و همچنین نرده کشی اطراف دیوارهای کارخانجات و زمین های محصور شده. و نرده پیاده روها و خیابانها بکار می روند.
پروفیل های مربع و مستطیل (قوطی) با مقاطع بزرگتر که معروف به ستونی می باشند. موارد استفاده متعددی در صنعت و ساختمان سازی دارند. این پروفیل ها که در مقاطع مربع ساخته می شوند. در ساختن ستون و اسکلت فلزی ساختمان ها بکار می روند. همچنین اگر این پروفیل ها با مشخصات فیزیکی قابل اطمینان ساخته شوند. می توانند در ساختن شاسی تریلرها و نفت کش ها استفاده شوند.
از پروفیل های قوطی مربع و مستطیل در صنایع خودروسازی نیز استفاده می شود.
از پروفیل های قوطی مربع در ساخته پایه میز و صندلی نیز استفاده می گردد.
پروفیل هایی که به صورت z تهیه می شوند اکثراً برای پوشش سقف سوله ها بکار می روند.
پروفیل های نبشی و ناودانی با روش نورد سرد نیز تولید می شوند. از پروفیل های نبشی می توان در ساختن چارچوب درهای بزرگ آهنی. و انواع قالب های فلزی بکار رفته در ماشین آلات استفاده کرد. ناودانی های کوچک در مواردی چون در ساخت کرکره مقازه ها بکار می روند.
فولاد 2567 یکی از انواع فولادهای ابزار تولیدی به روش نورد گرم است که عنصر اصلی مورد کاربرد در آلیاژ آن کروم می باشد. و در رده بندی مشخص جهانی برای انواع فولاد که AISI نام دارد. این فولاد در گروه H قرار می گیرد. و با نام H14 معروف است. Hot work tool steels
فولاد 2567
وجود عنصر تنگستن در آلیاژهای مورد استفاده در این فولاد باعث آن است که مقاومت بالایی در برابر حرارت زیاد دارا باشد. این موضوع باعث آن است که بتوان عملیات سخت سازی را بطور کامل بر روی این فولاد انجام داد. و به همین دلیل از این نوع فولاد در ساخت قالب های مخصوص ریخته گری تحت فشار. که باید مدت زمان زیادی را با حرارت مستقیم در تماس باشند، استفاده می گردد.
فولاد2567 را در استانداردهای مختلف با نام های متفاوتی می شناسند. که عبارتند از: 212D2، RWA ،W105 2567S، SKD4، X30WCrV53.
ویژگی های کلیدی این نوع فولاد عبارتند از:
خاصیت چقرمگی بالا و اعوجاج متوسط
مقاومت مناسب در برابر سایش
قابلیت سختی پذیری بالا و عمیق
مقاومت در برابر نرم شدن وقتی حرارت بسیار بالاست
سختی سطح بالا در دمای سرخی
وجود چنین ویژگی هایی باعث آن است که موارد استفاده از فولاد آلیاژی 2567 بسیار متنوع باشد. و از آن در مواردی مانند قالب های آهنگری، حلقه های اکستروژن، ماهیچه های قالب دایکاست و ساخت قالب های دایکاست از آن استفاده شود.
کاربرد: جهت قالب های فرج، ریختگی فشاری،ماهیچه ها و قالب های مراحل تولید فلزات غیر آهنی
این فولاد قابلیت خنک سازی به وسیله روغن، حمام نمک و هوا دارد
قابلیت سختی پذیری در دمای 1060 تا 110 درجه سانتی گراد
دمای آنیلینگ بین 750 تا 800 درجه سانتی گراد
دمای آهنگری بین 900 تا 1100 درجه
الکترود جوشکاری برای این نوع فولاد OK75.67 می باشد
فولاد 2567
تسمه 2567 یکی از انواع اشکالی است که از این نوع فولاد تولید و به فروش می رسد. و از آن در موارد مختلف در توضیحات بالا کاربرد دارد. در آلیاژ کاری این نوع فولاد از ترکیبات شیمیایی مختلفی بکار می برند.
4.5 درصد تنگستن، 0.6 درصد وانادیم، 2.5% منگنز، 0.3% سیلیسیم، 0.35 درصد کربن
این نوع فولاد به دلیل بالا بودن درصد بیشتر تنگستن، در مقایسه با سایر نمونه های مشابه دارای چقرمگی کمتری می باشد. که البته در نظر داشته باشید که بالا بودن درصد تنگستن را با وارد کردن عنصر وانادیوم به ترکیبات شیمیایی این فولاد جبران کردند. و به این صورت خاصیت چقرمگی بهتری به آن میدهند.
فولاد 2567
میلگرد 2567 از دسته میلگردهای ابزاری گرمکار تنگستن دار است. میلگرد ابزاری گرمکار 1.2567 چقرمگی پایین در دمای بالا نسبت به نوع دیگر میلگردهای گرم کار دارد. و در مقابل مقاومت به نرم شدن و خستگی حرارتی بالاتری دارد. از دیگر مشخصات میلگرد گرم کار 1.2567، مقاومت مطلوب به ضربه و سایش داغ دارد. از این رو در ساخت قالب های پرس و دایکست تحت فشار آلیاژهایمس می باشند.
بدلیل فناوری ساخت بالا و همچنین استفاده از عناصر شیمیایی مختلف در ساختار آن. معمولاً بیشتر از سایر فولادهای ابزاری تولیدی به روش نورد گرم می باشد. از طرفی بازار فولاد در ایران به دلیل مشکلات ارزی و تحریم ها دچار نوسانات شدیدی است که همین موضوع باعث آن است که شاهد تغییر قیمت این محصول در بازه های زمانی مختلف باشیم.
فولاد 7034-فولاد با قابليت عمليات حرارتي (Heat Treatment Steels) -نام هاي ديگر اين فولاد 38C4 – 5135– 530M36 – 530A36 مي باشد.
فولاد 7034
خصوصيت : داراي استحکام متوسط، سختي پذيري نسبتاً خوب، سختي متوسط رو به بالا و مقاومت سايشي متوسط
کاربرد: مناسب براي استفاده در قطعات تحت بارگذاري نرمال در صنايع خودرو سازي و ماشين سازي نظير اجزاء فرمان، سگ دست و …
کاربرد:اجزاء تحت بار قطعات دنده دار، دسته پيستون،ميل لنگ ها، براي دگرگوني و اکستروژن سرد
دماي پيش گرم: 150 الي 200 درجه سانتي گراد
الکترود جوشکاري : E9018-B
فولادهاي با قابليت عمليات حرارتي
فولادهاي عمليات حرارت پذير: Heat Treatment Steels
فولاد هاي عمليات حرارتي پذير فولادهايي هستند که تحت بارگذاري هاي شديد پيچش، کشش و خمش مقاومت خيلي خوبي از خود نشان مي دهند. و از آنها مي توان در ساخت انواع قطعات کوچک و بزرگ در صنايع مختلف استفاده نمود.
فولاد 7034
خصوصيت فولادهاي عمليات حرارتي
خصوصيت اصلي فولادهاي عمليات حرارتي پذير همانطور که در ابتدا به آن اشاره شد. مقاومت به کشش، پيچش و خمش مي باشد. اين گروه از فولادها خواص ديگري نظير، ماشين پذيري خوب، انعطاف پذيري بالا، مقاومت به شکست. مقاومت به اصطکاک و مقاومت به ضربه را نيز درون خود دارا مي باشند.
خواص مثبت
مقاومت به کشش، پيچش و خمش
مقاومت به شکست و ترک
ماشين پذيري خيلي خوب
انعطاف پذيري بالا
مقاومت اصطکاکي بالا
مقاومت به ضربه خيلي خوب
خواص منفي: خصوصيت هاي مثبت ذکر شده در فولادهاي عمليات حرارتي پذير غيرآلياژي کمتر مي باشد.
شرکت خشکه و فولاد پايتخت (( مديريت : جواد دلاکان )) صنعتگران عزيز، افتخار داريم. که سي سال تجربه گرانبهاي خويش را در زمينه عرضه انواع ورق آلياژي. و انواع فولاد آلياژي براي خدمت رساني به شما هموطنان کشور عزيزمان ايران ارائه مي دهيم. پيشاپيش از اينکه شرکت خشکه و فولاد پايتخت را جهت خريد خود انتخاب مي نماييد سپاسگزاريم.ارتباط با ما:
09121224227
09371901807
تلفن: 02166800251
فکس: 66800546
تأثیر فلز پرکننده بر خواص اتصال غیر مشابه آلیاژ فولادی 4130 به فولاد زنگ نزن 316L
در این پژوهش، اتصال غیر مشابه فولاد کم آلیاژ 4130. به فولاد زنگ نزن 316L به روش جوشکاری قوسی تنگستن – گاز. مورد بررسی قرار گرفت. از دو فلز پر کننده ERNiCr-3 و فولاد زنگ نزن ER309L به این منظور استفاده شد. پس از جوشکاری، ریزساختار مناطق مختلف هر اتصال شامل فلز جوش. مناطق متأثر از حرارت و فصل مشترک ها با استفاده از میکروسکوپ نوردی و میکروسکوپ الکترونی روبشی (SEM) نشان داد. که در آزمون ضربه، شکست نمونه ها به صورت نرم می باشد. در آزمایش کشش نمونه جوش داده شده با سیم جوش ER309L از فولاد پایه 316L دچار شکست شد.
اما نمونه جوش داده شده با سیم جوش ERNiCr-3 از محل جوش دچار شکست شد. بررسی ها نشان دهنده وجود ساختار دندریتی در فلزات جوش پایه نیکلی بود. ریز ساختار فلز پرکننده فولاد ER309L به صورت سلولی – دندریتی بوده. و به دلیل وجود فاز فریت دلتا در نواحی بین دندریتی آستنیت زمینه. هیچ گونه ترکی در این اتصال مشاهده نشد.
این فولاد 4130 AISI فولادی کم آلیاژ با استحکام بالا و عملیات حرارتی پذیر می باشد. این فولاد دارای میزان کربن متوسط بوده و دارای عناصر آلیاژی نظیر کروم، مولیبدن، منگنز و دیگر عناصر می باشد. کاربرد این نوع فولادها در صنایع نفت و نیروگاه های برق می باشد. همچنین به دلیل مقاومت در برابر اکسید شدن. و استحکام بسیار خوب در درجه حرارت های بالا. در انواع مولد ها و مبدل های حرارتی کاربرد دارد. این فولاد همچنین در مخازن تحت فشار در صنایع پتروشیمی نیز استفاده می شود. این گروه فولادها به صورت نرماله، تمپر می شود و کوئنچ – تمپر می شود بکار می رود. کروم در فولاد، مقاومت به خوردگی و مولیبدن استحکام در درجه حرارت های بالا را افزایش می دهد.
فولاد زنگ نزن 316 پس از فولاد زنگ نزن 304 دومین فولاد زنگ نزن رایج. در بین فولادهای زنگ نزن آستنیتی است. این فولاد به فولاد زنگ نزن گرید دریایی نیز معروف است. و معمولاً شامل 16 درصد کروم، 10 درصد نیکل و دو درصد مولیبدناست. تغییر در نسبت کروم و نیکل و افزودن مولیبدن باعث مقاومت بیشتر این فولاد در مقابل خوردگی. به ویژه خوردگی ناشی از کلر می گردد. و به این دلیل برای تجهیزاتی که باید در تماس زیاد. با عوامل خورنده نظیر مواد شیمیایی حلال ها، و آب شور باشند، مناسب است. فولاد زنگ نزن 316 در صنایع مختلفی نظیر نفت، گاز، پتروشیمی، صنایع غذایی و دارویی مصارف گوناگونی دارد. از این آلیاژ برای ساخت لوله و ورق های مقاوم در محیط های اسیدی استفاده می شود. و قیمت آن نسبت به گریدهای مشابه مانند فولاد زنگ نزن 304 بیشتر است.
اتصال غیر مشابه فولادهای زنگ نزن به فولادهای کم آلیاژ با استحکام بالا. در صنایع مختلفی نظیر نفت، گاز، پتروشیمی، نیروگاه های حرارتی. و صنایع غذایی دارای کاربردهای فراوان می باشد. در اکثر صنایع مذکور خطوس لوله انتقال دهنده سیالات و نازل ها. از جنس فولاد زنگ نزن و مخازن و قسمت های تحت فشار سیستم. از جنس فولاد کم آلیاژ تولید می شوند. و اتصال این اجزا به روش جوشکاری انجام می گردد. و یکی از اتصالات اساسی موجود در این صنایع می باشد. با توجه به کاربرد گسترده فولادهای کم آلیاژ و فولادهای زنگ نزن در صنایع مختلف. و نیاز فراوان به اتصال این دو نوع فولاد به یکدیگر. توسعه و بهینه سازی خواص این اتصال همواره مورد نظر قرار می گیرد. در گذشته کاربرد فیلرهای مختلف در اتصال این نوع فولادها مورد بررسی قرار گرفته است.
پانیندرا و همکاران به بررسی خواص اتصال غیر مشابه فولادهای AISI 4140. و AISI 316 ایجادی با روش جوشکاری قوسی تنگستن – گاز (GTAW) پرداختند. در این بررسی محققان خواص اتصال را در دو حالت بدون فلز پرکننده. و به استفاده از فلز پرکننده بررسی نمودند. فلز پرکننده مورد استفاده ER309L بود. نتایج نشان داد خواص اتصال در هر دو حالت قابل قبول می باشد. جانگ و همکاران به بررسی ریزساختار و خواص مکانیکی اتصالات فولادی کم آلیاژی SA508 به فولاد 316 با روش GTAW. به وسیله فلز پرکننده ایکونل 82/182 پرداختند.
این نوع اتصال در راکتورهای هسته ای کاربرد دارد. در این بررسی مشاهده گردید خواص مکانیکی و ریزساختار در طول ضخامت جوش متفاوت می باشد. و در بررسی های انجام شده علت ترک های مورد ایجاد در نمونه ها، تنش پسماند تشخیص داده شد. در این راستا پژوهشی مشابه با تحقیق جانگ و همکاران توسط کیم و همکاران انجام شد. با این تفاوت که در این بررسی محققین از عملیات حرارتی پس گرم در دمای 320 درجه سانتی گراد. برای کاهش تنش پسماند استفاده نمودند. که نتایج حاصل رضایت بخش بود. ریزساختار فلز جوش به صورت دندریتی و بررسی سطح شکست، نشان دهنده شکست نرم بود.
در مورد روش های مختلف جوشکاری این دو نوع فولاد در قبل بررسی هایی صورت پذیرفت. آریواژگان و همکاران به بررسی خواص اتصال فولادهای AISI 4140 و AISI 304 توسط روش های GTAW، جوشکاری اصطکاکی – اعتشاشی (FSW) و جوشکاری پرتوی الکترونی (EBW) پرداختند. نتایج نشان داد که اتصال به روش EBW دارای بیشترین استحکام کششی. و روش GTAW دارای بیشترین مقاومت به ضربه می باشد.
در میان روش های مختلف جوشکاری ذوبی، یکی از پرکاربردترین روش ها در اتصال فلزات غیرمشابه. که در سال های اخیر مورد توجه محققین قرار گرفته است، جوشکاری GTAW می باشد. این روش دارای مزایای فراوان می باشد. که از جمله می توان به تمیز بودن جوش.کنترل نسبی میزان رقت و کم هزینه بودن این روش اشاره کرد. این روش در عین دارا بودن مزایای بسیار. در مقایسه با برخی روش ها نظیر جوشکاری پرتوی الکترونی (EBW). و جوشکاری پرتوی لیزر (LBW) دارای نقاط ضعفی می باشد. که از آن جمله می توان به عمق نفوذ کمتر. ایجاد منطقه HAZ وسیع تر و ایجاد اعوجاج در مقاطع نازک اشاره نمود.
در راستای بهبود خواص جوش GTAW، احمدی و ابراهیمی. به بررسی اثر فلاکس فعال در عمق نفوذ جوشکاری GTAW فولاد 316L پرداختند. که نتایج نشان دهنده افزایش عمق نفوذ و افزایش استحکام بود. چاندر و همکاران تأثیر پارامترهای فرایند جوشکاری بر چقرمگی و سختی اتصال فولادهای 4140 AISI و AISI 304. به روش جوشکاری اصطکاکی را بررسی نمودند. پارامترهای اصلی مورد بررسی در این پژوهش نیروی اصطکاکی و نیروی فورج بود. سهم هر یک از پارامترهای مذکور و اهمیت این پارامترها به روش تاگوچی تعیین گردید. که نتایج نشان داد که پارامتر نیروی اصطکاکی به خصوص در میزان چقرمگی اتصال دارای بیشترین اثر می باشد.
اوزدمیر و همکاران به بررسی خواص اتصال. از نظر سرعت چرخش در جوشکاری اصطکاکی فولاد AISI 304 به فولاد AISI 4340 پرداختند. جوشکاری اصطکاکی با پنج سرعت مختلف چرخش با استفاده از یک دستگاه انجام شد. مشاهده گردید استحکام کششی با افزایش سرعت چرخش افزایش می یابد.
بنابراین تحقیقات انجام شده توسط نگارندگان مقاله. تاکنون گزارشی در مورد اتصال غیر مشابه فولاد زنگ نزن آستنیتی AISI 316 L. به فولاد کم آلیاژ AISI 4130 در منابع مشاهده نشده. بنابراین در این پروژه به بررسی ریزساختار و خواص مکانیکی اتصال غیرمشابه فولاد زنگ نزن آستنیتی AISI 316 L. به فولاد کم آلیاژ AISI 4130 توسط فرایند GTAW با پرکننده های ER309L و ERNiCr-3 پرداخته شده است. نویسندگان بر این عقیده هستند. که نتایج حاصل از این پژوهش می تواند. در استفاده بهینه از این دو آلیاژ در کاربردهای صنعتی مثمر ثمر واقع گردد.
فولاد 8070 –فولاد سازه ای مقاوم در دمای بالا: Heat Resistant Steels . از رده فولادهای آلیاژی مقاوم در برابر حرارت میبادش که با مشخصه 21CrMoV5-11 نیز معروف است.
فولاد 8070
نام های دیگر: IASC8070 – 21CrMoV5-11
خصوصیت: مقاومت بسیار زیاد در برابر دمای بالا و استحکام خوب
فولاد 8070 حاوی ترکیب شیمیایی میانگین 0.21% کربن، 0.45% سیلیسیوم. 0.45 درصد منگنز، 1.1% کربن، 1.35 درصد مولیبدن، 0.45 درصد نیکل و 0.3% وانادیوم می باشد.
فولاد 8070 دارای دمای آنیل کاری 740-650 درجه سانتی گراد و دمای فورجینگ 1100 -850 درجه سانتی گراد می باشد.
این فولاد در دمای 900 تا 950 درجه سانتی گراد سخت کاری می شود.
مشخصات فیزیکی و مکانیکی فولاد 1.8070
شختی: 250 HB
انرژی ضربه : 55 j
افزایش طول 16 درصد
استحکام کششی: 690-830 N/mm2
دمای آنیکل 650-740 درجۀ سانتی گراد
تنش تسلیم 540 N/mm2
ترکیب شیمیایی فولاد 8070
C%
Si%
Mn%
P%
S%
0.17 – 0.25
0.3 – 0.6
0.3 – 0.6
0.035
0.035
Cr%
Mo%
Ni%
V%
–
1.2 – 1.5
1 – 1.2
0.6
0.25 – 0.35
–
کاربرد فولاد 8070
از مهمترین کاربردهایفولاد 8070 می توان به استفاده از آن در پیچ ها و مهره ها. و همچنین شافت های مقاوم در دماهای بالا، قطعات آهنگری و توربین های بخار. برای دمای کاری تا 530 درجه سانتی گراد تحت شرایط حاد اشاره نمود.
دمای پیش گرم: 150 الی 200 درجه سانتی گراد
الکترود جوشکاری: E9018-G
Heat Treatment °C
Forging: 850-1100
Annealing: 650-740
Hardening: 900-950
Quenching: Oil – Air
فولاد 21CrMoV5-11
این فولاد در استاندارد DIN آلمان با نام تجاری 21CrMoV5-11 شناخته می شود.
یکی از مهمترین مکانیسم های مقاومت به خزش هستلوی که آن را نسبت به دماهای بالا مقاوم میکند. قابلیت رسوب سختی یا بعبارت دیگر پیر سختی پذیری آن است. برای ایجاد خواص فوق العاده این آلیاژها محلول فوق اشباع سوپر آلیاژ در زمان مشخص در دمای 1177 درجه سانتی گراد حرارت داده می شود. و سپس در آب سرد آن را غرق می کنند.
همچنین آنیل این سوپر آلیاژ برخلاف تعداد زیادی از فلزات، با خنک سازی در کوره نباید همراه باشد. زیرا باعث رسوب فاز دوم در مرز دانه ها و تردی آن می گردد. لازم به ذکر است که این سوپر آلیاژ قابلیت فرم پذیری و جوش پذیری مناسبی نیز دارد. و به همین دلیل نوع X آن برای ساخت قطعات مناسب است. به یاد داشته باشید که جوشکاری این سوپرآلیاژها با سیم جوش هایی از جنس خودشان انجام می پذیرد.
سایر فلزات صنعتی مانند هستلوی
در کنار آلیاژهای هستلوی، برخی دیگر از آلیاژهای فولاد هستند. که از نظر فنی به دلیل ترکیبات و ویژگی ها فوق العاده شان جزء سوپر الیاژهای فولاد محسوب می شوند. و هر کدام ویژگی ها و کاربردهای خاصی دارند که در اینجا تنها برای آشنایی با نامشان، آنها را به شما معرفی می کنیم.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
نیکل :Nickelبه عنصر ۲۸ جدول تناوبی, فلزی مقاوم- چکشخوار- براق با ساختار بلورین و مکعبی شکل برنگ سفید و نقرهای است. این عنصر پنجمین عنصر شایع روی زمین است. و بطور گستردهای در پوسته و هسته ی زمین شکل میگیرد.
کاربرد
سرانه مصرف نیکل در دنیا در کاربردهای مختلف به این صورت است: ۷۰٪ ساخت فولادهای زنگ نزن، ۹٪ ساخت آلیاژهای غیرآهنی، ۸٪ در آبکاری، ۹٪ آلیاژهای فولاد و ریختهگری، ۳٪ ساخت باتری و ۱٪ سایر مصارف.
مشخصات
این عنصر نوعی فلز با عدد اتمی ۲۸ و نماد علمی Ni در گروه VII و در دوره چهارم جدول تناوبی جای دارد. جرم اتمی ۵۸٫۷۱، ظرفیتها ۲ و۴. دارای پنج ایزتوپ پایدار است.
خواص
این آلیاژ یک فلز با خواص شیمیایی و فیزیکی فوقالعاده است که باعث استفاده از آن در صدها هزار کاربرد مختلف شده است.
این عنصر درجه ذوب بالایی داشته (۱۴۵۳ درجه ی سانتیگراد)، در مقابل خوردگی و اکسید شدن بسیار مقاوم است.بسیار چکش خوار بوده و به راحتی با سایر عناصر آلیاژ میشود. در دمای اتاق مغناطیسی بوده و میتوان به راحتی در آبکاری فلزات از آن استفاده کرد. این فلز هم چنین خاصیت کاتالیزوری داشته و میتوان آن را صددرصد بازیافت کرد.
معمولترین حالت اکسیداسیون نیکل، ۲+ است و این در حالی است که نیکل ۳+ و ۱+ نیز به ندرت مشاهده میشوند.
از نظر خواص مغناطیسی و فعالیت شیمیایی شبیه به آهن و کبالت است. کانیهای اصلی این عنصر عبارتند از پنتلاندیت- پیروتیت) سولفیدهای نیکل و آهن) و گارنییریت (سیلیکات نیکل و منیزیم) هستند.
این عنصر یکی از اجزای اصلی تشکیلدهنده شهابسنگ بهشمار میآید. شهابسنگهای آهن و سیدریت شامل آلیاژهای آهن حدود ۵ تا ۲۰ درصد از این نوع عنصر را دارا میباشند. نیکل تجاری به اشکال پنتلاندیت و پیروتیت است. که این معادن در استان انتاریوی کشور کانادا یافت میشود. که این ناحیه حدود ۳۰ درصد از کل نیکل دنیا را تأمین میکند. دیگر معادن این عنصر در استرالیا –کادونیا-کوبا – اندونزی و در مناطق دیگر میباشد.
این عنصر رسانای جریان برق میباشد. و سطح آن براق و صیقلی است. این عنصر از گروه عناصر آهن و کبالت است و آلیاژهای آن قیمتهای بالایی دارند.
امروزه این عنصر ارزش ویژه ای، به خصوص در صنعت آلیاژسازی پیدا کردهاست. نزدیک به ۶۸٪ این عنصر تولید شده در جهان برای ساخت فولادهای زنگ نزن(ضد زنگ) استفاده میگردد. نزدیک به ۱۰٪ دیگر آن در ساخت آلیاژهای پایه-نیکل و پایه-مس، ۷٪ در ساخت فولادهای آلیاژی، ۳٪ در صنعت ریختهگری، ۹٪ در صنعت آبکاری ، و ۴٪ در سایر صنایع شامل صنعت رو به پیشرفت باتریها (شامل باتری خودروهای برقی استفاده میشود.
از این عنصر برای ساخت شیشههای برنگ سبز استفاده میشود. صفحات نیکلی میتواند نقش محافظتکننده برای دیگر فلزات را داشته باشد. نیکل هم چنین کاتالیزور برای هیدروژن دار کردن روغن های گیاهی است. هم چنین صنعت سرامیک و ساخت آلیاژی از آهن و نیکل که خاصیت مغناطیسی دارد. و باتریهای قوی ادیسون کاربرد دارد.
از ترکیبات مهم نیکل میتوان سولفات و آکسید را نام برد.
از عنصر بصورت طبیعی مخلوطی از پنج ایزوتوپ پایدار است. هم چنین ۹ ایزوتوپ ناپایدار دیگر نیز شناخته شدهاست. نیکل هم بصورت فلز و هم بصورت ترکیب محلول میتواند وجود داشته باشد. بخار سولفید نیکل سرطانزاست که هنگام استفاده از آن باید دقت لازم را به عمل آورد.
تاریخچه
اولین بار این عنصر در سال ۱۷۵۱ توسط شیمیدان سوئدی اکسل کرونستد شناسایی شد. در قرن نوزدهم بدلیل استفاده از این عنصر در آبکاری و ساخت آلیاژها منجمله «نقره نیکل» (نقره آلمانی) که نیکل را با روی و مس آلیاژ میکردند، اهمیت پیدا کرد. این آلیاژ فقط به دلیل رنگ آن نامگذاری شده بود و هیچ نقره ای در داخل آن وجود نداشت.
معدنکاران قرن ۱۵ آلمانی یک سنگ معدنی قهوهای-قرمز پیدا کرده بودند که تصور میکردند حاوی مس است. آنها این سنگ معدنی را Kupfernickel که به معنای مس شیطان بود نامگذاری کرده بودند. چرا که نمیتوانستند مس را از آن استخراج کنند. نام نیکل از کلمه ساکسونی Kupfernickel به معنای مس شیطان گرفته شده است.
در سال ۱۸۵۷ برای اولین بار در آمریکا سکهها با آلیاژی از مس و نیکل ساخته شدند. این سکهها از جنس نیکل خالص نبودند و اولین بار در ۱۸۸۱ در سویس سکههایی از جنس نیکل خالص استفاده شد.
فولادهای زنگنزن در قرن بیستم شناخته و ساخته شدند. و نقش مفید استفاده از نیکل در بسیاری از گریدهای مختلف این فولادها کاملاً شناخته شدهاست. آلیاژهای پایه-نیکل دارای مقاومت در برابر خوردگی بسیار عالی بوده و میتوانند در دمای بالا مقاومت کنند، که این خاصیت آنها را برای کارخانههای شیمیایی بسیار مناسب میسازد و همچنین امکان اجرایی کردن ساخت موتور جت را فراهم میکند.
این آلیاژ یک فلز با خواص شیمیایی و فیزیکی فوقالعاده است که باعث استفاده از آن در صدها هزار کاربرد مختلف شده است.
این عنصر درجه ذوب بالایی داشته (۱۴۵۳ درجه ی سانتیگراد)، در مقابل خوردگی و اکسید شدن بسیار مقاوم است.بسیار چکش خوار بوده و به راحتی با سایر عناصر آلیاژ میشود. در دمای اتاق مغناطیسی بوده و میتوان به راحتی در آبکاری فلزات از آن استفاده کرد. این فلز هم چنین خاصیت کاتالیزوری داشته و میتوان آن را صددرصد بازیافت کرد.
معمولترین حالت اکسیداسیون نیکل، ۲+ است و این در حالی است که نیکل ۳+ و ۱+ نیز به ندرت مشاهده میشوند.
شرکت خشکه و فولاد پایتخت صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
A387 – فولاد A387-صفحه ی فولادی CL2-صفحه فولادی CL1فولاد ضد زنگ – فولاد ضد خوردگی – فولاد حرارتی- ASTM
ASTM A387 CL1- صفحه فولاد CL2- ورق ASTM A387-ورق مخزنی – ورق مخازن تحت فشار- ورق ضد خوردگی
ASTM A387 CL1، CL2 فولاد درجه یک نوع فولاد است که با ترکیب cr، Mo.، Cr-Mo میباشد. که عمدتا برای مخازن تحت فشار بالا و بالا استفاده میگردد. گرید فولاد A387 gr 12 CL1 / A387gr 12 CL2 مطابق با استاندارد ASTM ترکیبات شیمیایی. و خواص مکانیکی صفحات فولادی ASTM A387CL1 / A387CL2.
فولاد A387 CL1، CL2 ورق فولاد آلیاژی کروم-مولیبدن را برای دیگهای جوش داده شده. و مخازن تحت فشار برای فعالیت هایی. با درجه حرارت بالا طراحی و تولید میشوند.
این نوع از فولاد با گریدها و مشخصات و نمرات. 2، 12، 11، 22، 22L، 21، 21L، 5، 9 و 91 ساخته. و به بازار تقاضا در بخش صنعت عرضه میشود.
این نوع فولاد با روش حرارت متناوب و باز پخت تولید میشود. این نوع فولاد A387 gr11 / 12 CL1 / 2 با آنالیز و انجام پروسه حرارت ایجاد میشود. و مطابق با الزامات و عناصر شیمیایی موجود آن با نام های کربن.، منگنز، فسفر، گوگرد، سیلیکون، کروم، مولیبدن، نیکل، وانادیوم.، کلومیمیم، بور، نیتروژن، آلومینیوم، تیتانیوم ، و زیرکونیوم نوع گرید آن مشخص میگردد.
این نوع فلز برای ارزیابی نوع مقاوم آن تحت آزمایشات تنش قرار میگیرد . و همچنین با مقادیر مورد نیاز هر بخش از صنعت. میزان استحکام کششی و میزان مقاومت و ضخامت آن کنترل میگردد.
ارزیابی ریز ساختار و خواص مکانیکی اتصال غیر همسان فولاد A387-gr.11 و A240-tp-.316
اتصال غیر همسان فولادهای فریتی کم آلیاژ به فولادهای زنگ نزن آستنیتی.- در گذشته بصورت وسیعی در صنایع بکار گرفته شده است. دو فولاد زنگ نزن آستنیتی A240-tp.316 .و فولاد کم آلیاژ فریتی A387-gr.11 توسط جوشکاری قوسی تنگستن. تحت گاز محافظ با دو جریان ثابت و پالسی و با استفاده از دو نوع فلز. پرکننده ی Er309l و Ernic-3 بهم جوش داده شدند.
پس از آزمونهای متالوگرافی آزمون تعیین ترکیب شیمیایی، ریز سختی سنجی، کشش و ضربه، مشخص گردید .که بطور کلی، نمونه های جوشکاری شده توسط جریان پالسی – بدلیل گرمای ورودی کمتر. و ایجاد اختلاط بیشتر در حوضچه ی جوش، ضمن کاهش وقوع پدیده های نا مطلوب متالوژیکی. مانند تشکیل منطقه ی کمبود از کربن، منطقه ی انتقالی و منطقه ی مخلوط نشده، بهبود. خصوصیت مکانیکی اتصال را در بر داشتند. نتایج نشان دادند که فلز پر کننده ی پایه نیکل، بدلیل محدود کردن نفوذ کربن.به درون حوضچه ی جوش و کاهش احتمال تشکیل منطقه ی. انتقالی نسبت به فلز پرکننده ی دیگر، مطلوب تر است.
در گذشته اتصال دهی ناهمجنس فولادهای فریتی کم آلیاژ به فولادهای زنگ نزن آستنیتی بطور گسترده ایی در مولدهای بخار، مبدل های حرارتی و تجهیزات لوله کشی در نیروگاه ها، پالایشگاه ها و صنایع پتروشیمی بکار رفته است. بطور مثال : در نیروگاههای با سوخت فسیلی، لوله های مرحله ی پیشگرم دیگهای بخار از نوع و جنس فولادهای کم آلیاژ هستند.
و لوله های بخش فوق گرمایش بدلیل دما و فشار کاری بسیار بالاتر، از نوع و جنس. فولاد زنگ نزن انتخاب میشوند. این انتخاب ، سبب صرفه جویی چشمگیر در هزینه ها خواهد شد. این اتصال به آسانی با اغلب روشهای مرسوم به خصوص جوشکاری قوسی تنگستن تحت گاز محافظ gtaw. و جوشکاری قوس الکترود روپوش دار smaw تولید شده است. مورد دیگر برای کاربرد این نوع اتصال، روکش کاری فولادهای کربنی یا کم آلیاژ. با فولادهای زنگ نزن آستنیتی یا آلیاژ پایه نیکل است. با این روش، میتوان مقاومت به خوردگی مخزن های از جنس فولاد کربنی. را با صرف کمترین هزینه تا مقدار قابل توجهی بهبود بخشید.
فرآیند اتصال بین فولاد زنگ نزن آستنیتی و فولاد کم آلیاژ فریتی، چند پدیده ی متالوژیکی قابل توجه به همراه دارد. یکی از پدیده هایی که در هنگام جوشکاری، عملیات حرارتی پس از جوشکاری و در حین قرارگیری در شرایط کاری برای این نوع اتصال رخ میدهد، انتقال کربن از فولاد کم آلیاژ به سمت ناحیه ی جوش میباشد.
این پدیده موجب ایجاد یک منطقه ی کمبود از کربن Carbon Depleted Zone,CDZ در ناحیه ی متأثر از حرارت در فولاد کم آلیاژ و در مجاورت مرز ذوب میشود. تحقیقات نشان داده اند که این منطقه ی کمبرد از کربن احتمالاً در معرض ترک خوردگی خزشی قرار خواهد گرفت. پروسه ی انتقال کربن، شامل انحلال کاربیدها در فولاد فریتی و نفوذ کربن بدرون حوضچه ی جوش میگردد. نیروی محرکه برای این پروسه، وجود شیب غلظتی کربن یا شیب اکتیویته ی کربن بین فولاد فریتی کم کروم و فلز جوش آستینی پر کروم است.
در اتصال های جوش بین دو فولاد نا همسان آستینی – فریتی، وجود منطقه ی انتقالی یا اختلاط جزیی درون حوضچه ی جوش و در مجاورت فولاد فریتی گزارش شده است. در این منطقه، اختلاط بین فلز جوش و فلز پایه ناقص است. و ترکیت شیمیایی آن شیئ از ترکیب فلز پایه تا فلز جوش است. پهنای منطقه ی انتقالی مطابق با نتایج آزمونهای انجام گرفته، بین 20 الی 100 میکرون و تابع عواملی ماننند ترکیب شیمیایی و میزان حرارت ورودی است.مرزی که این منطقه را از حوضچه جدا میکند. با مرز ذوب موازی است. و بعنوان مرز نوع II شناخته میشود. شناخت این ناحیه، در جوشهای نا همسان فریت به آستنیت بسیار اهمیت دارد. زیرا طبق آنچه پیش تر گفته شد . این منطقه یکی از مناطقی است که در معرض وقوع آسیب های زیادی میباشد.
شرکت خشکه و فولاد پایتخت صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
فولاد 4130 –گرد 4130 – میلگرد 4130-میلگرد 7218– فولاد ماشینکار- که یک فولاد سخت کار- فولاد جوشپذیر-فولاد حرارتی- فولاد مقاوم بالا – فولاد ابزار- فولاد ضد خوردگی
فولاد 4130
این فولاد آلیاژی 4130یک آلیاژ به استاندارد ASTM A29 است. استیل 4140 نیز معمولاً به عنوان یک فولاد کرومیلی ، حاوی 0-28/0 درصد کربن ، 8/0 – 1/1 درصد کروم و 15/0 – 25/0 درصد مولیبدن شناخته می شود. این فولاد شبیه فولاد 4140 است. که دارای سطح کربن بالاتری است. که 4130 ماده بهبود می یابد. یا جوش پذیری بالاست. و به ازای مقاومت در برابر ضخامت با گرمای مناسب به راحتی ماشینکاری می شود. فولاد آلیاژ ASTM 4130 ورق نازک بسیار عالی است. فولاد AISI 4130 معمولاً به صورت گرد عرضه میشود.
کاربرد فولاد آلیاژی 4130
از این نوع فولاد عمدتاً در ساخت هواپیمای مسافربری و نظامی و سیستم های پشتیبانی زمینی استفاده می شود.
فولاد آلیاژی 4130 یک ماده با قدرتی متوسط است. اما مقاومت زیادی ار حفظ می کند. و آن را برای مسابقات اتومبیل رانی و هوافضا عالی می سازند.
این فولاد کم آلیاژ به طور گسترده در بسیاری از کاربردها مورد استفاده قرار میگیرد. و در برخی از حوزه های کاربردی معمول که به شرح زیر است مورد استفاده قرار می گیرد.
در صنایع: نفت و گاز بعنوان بدنه و پمپ – صنایع خودرو سازی – صنایع هواپیماسازی . در ساخت ابزار ماشین – در ساخت ابزارهای هیدرولیکی و… کاربرد دارد.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
در این پژوهش از ورق فولاد کم آلیاژ AISI 4130 و فولاد زنگ نزن آستنیتی AISI استفاده شد. آنالیز کوانتومتری جهت تعیین دقیق ترکیب شیمیایی ورق های خریداری شده انجام گردید. ترکیب شیمیایی فلزات پایه در جدول 1 ارائه شده است. جهت اتصال فلزات پایه از دو فلز پرکننده فولاد زنگ نزن ER309L و اینکونل ERNiCr-3 استفاده شد. در تمامی موارد از سیم جوش هایی با قطر 2/4 میلی متر جهت پاس ریشه. و در ادامه جهت رونشانی پاس بعدی استفاده شد.
به منظور ارائه دقیق ترکیب شیمیایی سیم جوش های به کار گرفته شده. از اطلاعات درج شده توسط کارخانه سازنده استفاده شد. در انتخاب فلزات پرکننده در این پژوهش علاوه بر ترکیب شیمیایی. پارامترهای دیگری مانند خواص مکانیکی حاصله، پایداری حرارتی، مقاومت به خوردگی، ضریب انبساط حرارتی. در دسترس بودن و هزینه ها مد نظر قرار گرفت. بر همین اساس از استانداردهای AWS , AWS A5/9 A5/14 و مشخصات ارائه شده از طرف تولید کنندگان استفاده گردید.
آماده سازی نمونه ها و طراحی اتصال
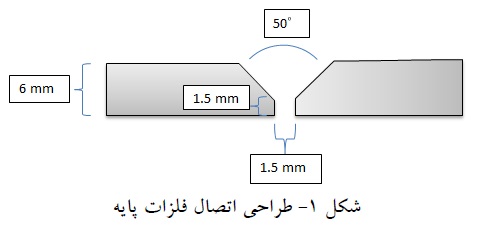
در این پژوههش ده ورق از جنس فولاد زنگ نزن آستنیتی AISI 316L. و فولاد AISI 4130 با ابعاد 6×70×300 میلی متر. به عنوان فلزات پایه تهیه شد و بر اساس استاندارد AWS D1/1 به صورت جناغی یک طرفه لبه سازی گردید. زاویه لبه هر ورق در ناحیه شیار جوش 25 درجه. و در مجموع 50 درجه مطابق شکل (1) در نظر گرفته شد. عملیات لبه سازی توسط ماشین فرز و با کیفیت بالا انجام گردید. سپس مراحل سمباده زنی، چربی زدایی و تمیزکاری قطعات جهت انجام فرایند جوشکاری انجام شد.
جوشکاری نمونه ها
اتصال ورق ها با استفاده از سیم جوش های ER309L. و ERNiCr-3 به قطر 2/4 میلی متر و به روش GTAW. توسط دستگاه با مدل ESAB DTA 300 بدون پیش گرم کردن نمونه ها. و با قطبیت DCEN به صورت 1G انجام گردید. الکترود مصرف نشدنی مورد استفاده، الکترود تنگستنی حاوی دو درصد توریم
به قطر 2/4 میلی متر بود. گاز آرگون با خلوص 99/9 درصد با فشار 4 الی 5 بار به عنوان گاز محافظ استفاده شد. دمای بین پاسی 100 درجه سانتی گراد در نظر گرفته شد. تا تنش های پسماند ناشی از انقباض و سرد شدن فلز جوش به حداقل مقدار ممکن برسد. در هر پاس مقادیر شدت جریان، ولتاژ و سرعت جوشکاری اندازه گیری و کنترل شد (جدول 2).
بررسی ریزساختار
به منظور مطالعه و بررسی ریزساختار مناطق مختلف در فلزات پایه. فلز جوش و منطقه متأثر از حرارت (HAZ)، و همچنین تحولات ریزساختاری. از روش متالوگرافی توسط میکروسکوپ نوری با بزرگ نمایی مختلف استفاده گردید. بدین صورت که ابتدا نمونه ها توسط اره نواری در ابعاد 15× 30 میلی متر بریده شد.
سپس نمونه ها توسط دستگاه های نیمه اتوماتیک سنباده و پولیش، طبق استاندارد ASTM E3-11 آماده سازی گردید. پس از انجام فرایند آماده سازی، عملیات میکرو اچ نمونه ها. توسط محلول های اچ نایتال (1الی 5 میلی لیتر نیتریک اسید و 95-99 میلی لیتر اتیل الکل). و گلیسرژیا (سه بخش گلیسرول، 5-2 بخش کلرید اسید. یک بخش استیک اسید) و محلول اچ رنگی براها. (5 گرم تیو سدیم سولفید + 3 گرم پتاسیم متابیو سولفید+ 1000 میلی لیتر آب). طبق استاندارد 2015- ASTM E407 انجام شد.
ارزیابی خواص مکانیکی
جهت بررسی خواص مکانیکی اتصال، برای تعیین استحکام کششی جوش از آزمون کشش طبق استاندارد ASTM E8. توسط دستگاه کشش مدل 4486-INSTRON استفاده شد. مشخصات نمونه برای آزمون کشش طبق استاندارد در شکل (2) نشان داده شده است. جهت تعیین میزان انرژی ضربه از آزمون ضربه شارپی استفاده شد. بدین صورت که از فلز جوش، نمونه هایی با ابعاد 6×10
جهت بررسی خواص مکانیکی اتصال، برای تعیین استحکام کششی جوش از آزمون کشش طبق استاندارد ASTM E8. توسط دستگاه کشش مدل 4486-INSTRON استفاده شد. مشخصات نمونه برای آزمون کشش طبق استاندارد در شکل (2) نشان داده شده است. جهت تعیین میزان انرژی ضربه از آزمون ضربه شارپی استفاده شد. بدین صورت که از فلز جوش، نمونه هایی با ابعاد 6×10×55 میلی متر. به گونه ای که نقطه اتصال در مرکز نمونه قرار گیرد تهیه شد.
مطابق شکل (3) شیاری به عمق یک میلی متر. و با زاویه 45 درجه بر روی نمونه در فلز جوش ایجاد شد. این آزمون توسط دستگاه سنتام مدل SIT 300 در دمای محیط انجام شد. جهت انجام آزمون های کشش و ضربه، از هر قطعه 3 نمونه برای هر آزمون طبق مشخصات بالا تهیه گردید. همچنین ریزسختی سنجی ویکرز بر روی نمونه ها در راستای پهنای جوش، در سطح مقطع برش عرضی نمونه ها. مطابق با استاندارد ASTM E-92، انجام شد. تصاویر سطح مقطع شکست نمونه های آزمون کشش و ضربه. به وسیله میکروسکوپ الکترونی روبشی از نوع VARIABLE PRESSURE SEM – (XMU & LMU) مورد بررسی قرار گرفت.
نتایج بحث
ریزساختار فلزات پایه
شکل (4) تصویر میکروسکوپی نوری از ریز ساختار فولاد 4130 را نشان می دهد. ساختار شامل بینیت، فریت و نواحی پرلیت می باشد. این آلیاژ معمولاً در حالت آنیل شده یا تمپر شده جوشکاری می گردد. مگر اینکه هدف تعمیر قطعه باشد که در این حالت آنیل یا تمپر قبل از جوشکاری عملی نیست. با انجام عملیات آنیل علاوه بر یکنواختی در ترکیب شیمیایی. در اثر وقوع فرایند تبلور مجدد، ساختاری با دانه های هم محور ایجاد می شود. و با افزایش زمان آنیل، دانه ها فرصت رشد یافته. و در نهایت ساختاری شامل دانه های هم محور نسبتاً بزرگ به وجود می آید.
تصویر میکروسکوپی نوری از ریزساختار فولاد زنگ نزن آستنیتی 316L در شکل (5) آورده شده است. ریزساختار دارای زمینه آستنیتی بوده و از دانه های هم محور تشکیل شده. و همچنین مرزهای دوقولویی آنیل در سرتاسر ساختار به چشم می خورند. چنین ساختاری نتیجه فرایند آنیل پس از عملیات نورد است. این عملیات به منظور بهبود خواص خوردگی و شکل پذیری آلیاژ انجام می گردد.
همچنین طی فرایند آنیل، اکثر رسوبات ایجاد شده. در فرایند تولید فولاد که طی عملیات نورد دچار تغییر شکل شده اند حذف می گردند. در شکل (5) وجود رشته فریت دلتا کاملاً مشخص می باشد. هرچند که مقدار این فاز در ساختار خیلی زیاد نیست. وجود فریت دلتا روند به وجود آمدن فاز سیگما در آلیاژ را، پس از قرار گرفتن طولانی مدت. و محدوده دمایی 600 تا 900 درجه سانتی گراد تسریع می کند. وجود فاز ترد سیگما باعث کاهش انعطاف پذیری و چقرمگی آلیاژ خواهد شد.
میزان رقت فلز جوش
جهت تعیین میزان رقت ابتدا از هر نقطه نمونه ای با مشخصات یک نمونه متالوگرافی تهیه. و سپس منطقه جوش ماکرو اچ گردید. سپس مساحت منطقه جوش محاسبه شد .و با مقایسه این مساحت و مساحت سطح مقطع فرضی لبه سازی انجام شده میزان رقت محاسبه گردید. میزان رقت در هر دو نمونه به طور تقریبی شامل 60 الی 65 درصد فلز پرکننده. و مابقی فلز پایه می باشد.
در نمونه جوشکاری شده توسط ERNiCr-3 به علت میزان بالای نیکل در فلز پرکننده و همچنین میزان قابل توجه این عنصر در فلز پایه 316 مطابق جدول (1)، این میزان رقت اثری در تغییر ساختار قابل پیش بینی جوش ندارد. در مورد نمونه جوش داده شده توسط ER309L، با در نظر گرفتن میزان عناصر آلیاژی در فلزات پایه. به خصوص فولاد 316 مطابق جدول (1) و طبق محاسبات میزان رقت عناصر، میزان عناصر به گونه ای است. که طبق نمودار شیفلر، جوش در همان محدوده فازی ER309L قرار دارد.
ریزساختار فلز جوش
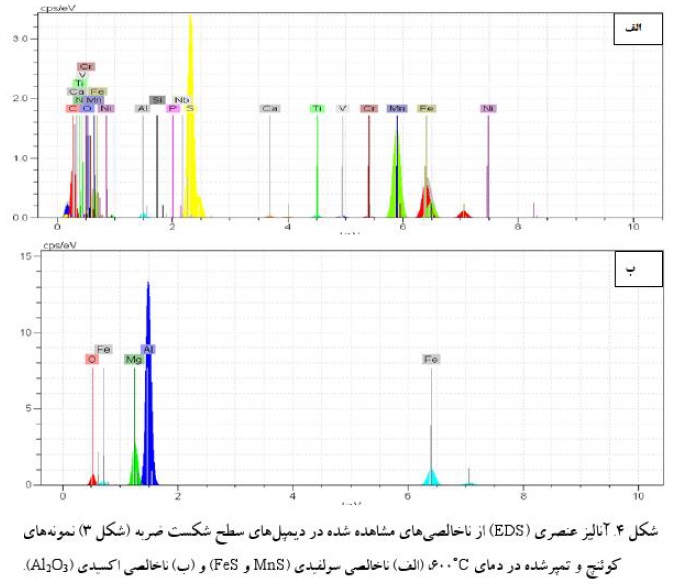
یکی از مواد پرکننده مورد استفاده برای اتصال غیرمشابه در این تحقیق اینکونل 82 (ERNiCr-3) می باشد. ساختار دانه بندی فلز جوش مربوط به این فلز پرکننده در شکل (6) مشخص است. با توجه به شکل (6)، ریزساختار مطابق انتظار کاملاً آستنیتی بوده. و از دانه های تقریباً هم محور متشکل است. درون دانه ها، ساختار دندریتی – سلولی ساختار غالب می باشد. و بازوهای دندریت های هم محور نیز در برخی از دانه ها وجود دارند. جهت گیری رشد دندریت ها در هر دانه متفاوت است. و در واقع یک نوع رشد رقابتی در ساختار قابل مشاهده است. در شکل (6) رسوباتی نمایان هستند. که پس از انجام ارزیابی به روش طیف سنجی تفریق انرژی EDs مطابق شکل (7). این رسوبات غنی از نیوبیوم بودند.
بر اساس گزارش های مورد انتشار، تشکیل رسوبات غنی از نیوبیوم به صورت NbC در جوشکاری. با این فلز پرکننده گزارش گردید. ضریب جدایش نیوبیوم در آلیاژهای پایه نیکل کمتر از یک بوده. و در نتیجه این عنصر تمایل زیادی به جدایش در مناطق بین دندریتی دارد. علاوه بر این حضور سایر عناصر آلیاژی، قابلیت انحلال این عنصر در نیکل را کاهش می دهد.
فلز پرکننده دیگری که در این تحقیق مورد استفاده قرار گرفت فلز پرکننده ER309L بود. به طور کلی نوع انجماد در فولادهای زنگ نزن آستنیتی. به عواملی همچون ترکیب شیمیایی و فاکتورهای سینتیکی. مانند سرعت سرد شدن بستگی دارد. مهمترین عامل، مقدار کروم و نیکل معادل و نسبت Creq/Nieq در ترکیب شیمیایی است. همچنین با توجه به نمودار شیفلر که برای فرایندهای غیرتعادلی جوشکاری طراحی گردید.
ساختار مورد حاصل آستنیتی-فریتی خواهد بود. مطابق شکل (8) ترکیب این فلز جوش به نحوی است. که در بخش غنی از نیکل و و در سمت راست مثلث یوتکتیک سه فازی قرار می گیرد. و بنابراین فاز اولیه در انجماد آستنیت می باشد. حالت انجماد در این شرایط شامل فریت در بین دندریت ها. یا سلول های آستنیت و یا به صورت آستنیت اولیه همراه با فریت به عنوان فاز دوم (AF) خواهد بود. در ساختار مورد حاصل مطابق شکل (9)، فریت دلتا نمایان است.
در منطقه ای در مرکز حوضچه مذاب نرخ سرد شدن به اندازه ای پایین می باشد. که زمان کافی برای جدایش عناصر پایدار کننده فریت، ایجاد شده و در مناطق بین دندریتی فریت تشکیل می شود. در شکل (9) سلول ها و دندریت های آستنیت به رنگ روشن و فریت دلتا. به عنوان فاز دوم با رنگ تیره در ساختار مشاهده می شود.
ساختار فلز جوش پایه نیکلی عمدتاً به صورت دندریتی. همراه با دندریت های ثانویه قابل مشاهده می باشد. در صورتی که در فلز جوش 309L دندریت های ثانویه به سختی نمایان می گردد. و در قسمت هایی از آن، ساختار سلولی وجود دارد. تفاوت در میزان تحت انجماد در جبهه انجماد به دلیل وجود عناصر آلیاژی مختلف به ویژه عناصر آلیاژی. نظیر مولیبدن و نیوبیوم می باشد. که ضریب توزیع تعادلی انجماد آنها به اندازه کافی کوچک تر از یک است.
این عامل سبب ایجاد ریزساختار دندریتی می شود. و فازهای ثانویه در مناطق بین دندریتی و بین دانه ها شکل می گیرد. علاوه بر این، اندازه ریزساختارها نیز با یکدیگر یکسان نبوده. که این پارامتر بر روی خواص جوش مانند استحکام کششی، چقرمگی و حساسیت به ترک انجمادی تأثیرگذار می باشد.
بررسی فصل مشترک جوش
در شکل (10) و (11) فصل مشترک مربوط به نمونه مورد جوشکاری توسط ER309L مشخص است. در فصل مشترک سمت AISI 4130 همان گونه که در شکل (10) نمایان است. رشد به دو صورت مسطح (رونشینی) و هم غیر مسطح قابل مشاهده می باشد. رشد مسطح به علت شیب حرارتی بالا در حوضچه جوش ایجاد می شود. در ادامه جوانه زنی و رشد به صورت سلولی و ستونی در داخل ناحیه که ذوب است نمایان است. که این ساختارها تابع شرایط انتقال حرارت و ترکیب شیمیایی می باشد. در فصل مشترک 316 (شکل (11)) تمرکز فریت در فصل مشترک به خوبی قابل مشاهده است. رشد به صورت غیر مسطح بوده و دانه ها به صورت ستونی در فصل مشترک رشد نموده اند. همچنین رشد دانه های آستنیت در HAZ قابل مشاهده است.
فصل مشترک نمونه مورد جوشکاری توسط ERNiCr-3 در دو شکل (12) و (13) آورده شده است. در فصل مشترک سمت AISI 4130 همان گونه که در شکل (12) مشخص است. رشد به صورت مسطح (رونشینی) قابل مشاهده می باشد. جوانه زنی و رشد به صورت سلولی و ستونی در داخل ناحیه که ذوب می شود مشخص می گردد. و افزایش اندازه ستون ها و سلول ها در این نمونه نسبت به نمونه مورد جوشکاری. توسط ER309L مشخص می گردد. در فصل مشترک 316 (شکل (13)) تمرکز فریت در فصل مشترک به خوبی قابل مشاهده است. علاوه بر آن یک ناحیه ترکیب نمی شود در فصل مشترک مشخص می گردد. که به احتمال زیاد به علت تفاوت زیاد در ترکیب شیمیایی بین فاز پایه و پرکننده ایجاد می شود. رشد به صورت غیر مسطح است و دانه ها به صورت سلولی در ناحیه که ذوب است رشد کردند.
نتایج آزمون کشش
بررسی نمونه های آزمایش کشش (شکل (14)) نشان داد که نمونه مورد جوشکاری با فلز پرکننده ER309L. از فلز پایه 316L دچار شکست گردید. بررسی نتایج موجود در جدول 3 نیز نشان دهنده نقطه تسلیم در محدوده 350 مگاپاسکال. و استحکام نهایی حدود 630 مگاپاسکال می باشد. نمونه مورد جوشکاری با فلز پرکننده ERNiCr-3 مطابق شکل (14) از محل جوش دچار شکست گردید. بررسی نتایج آزمون کشش در جدول 3 نشان دهنده نقطه تسلیم در حدود 370 مگاپاسکال. و استحکام نهایی در حدود 610 مگاپاسکال می باشد. این بدان معناست که ضعیف ترین مناطق در قطعات مورد جوشکاری. به ترتیب فلز پایه 316L و فلز پرکننده ERNiCr-3 می باشد. محل شکست در نمونه های مورد جوشکاری به استحکام اجزای مختلف نمونه در اتصال بستگی خواهد داشت.
به طور معمول فولادهای زنگ نزن آستنیتتی در شرایط کار سرد، نورد گرم و آنیل می شود جوشکاری می شوند. در اکثر موارد پس از عملیات جوشکاری، مقداری نرم شدگی. در منطقه متأثر از حرارت (HAZ) این نوع فولادها رخ می دهد. که به تبلور مجدد و رشد دانه در منطقه متأثر از حرارت (HAZ) مربوط می باشد. این تغییرات در شکل های (11) و (13) قابل مشاهده است. در نتیجه زمانی که آزمون کشش بر روی نمونه های مورد جوشکاری. با فلز یا فلزات پایه از جنس فولاد زنگ نزن آستنیتی انجام میشود. احتمال شکست نمونه در منطقه HAZ افزایش می یابد.
در پژوهش حاضر حضور فریت در منطقه HAZ. و در نزدیکی مرز ذوب هر دو نمونه مطابق شکل های (11) و (13) باعث افزایش استحکام گردیده. همچنین و یا به عبارت دیگر فریت به عنوان یک عامل استحکام دهنده ثانویه عمل نموده. و مقدار استحکام منطقه HAZ را افزایش می دهد و مانع از شدت نمونه ها در منطقه HAZ می گردد. این در حالی است که در مواردی که افزایش اندازه دانه های آستنیت بدون حضور فریت رخ می دهد. احتمال شکست در منطقه HAZ زیاد می باشد.
نتایج آزمون کشش نشان می دهد که از نظر خواص مکانیکی انتخاب فلز پر کننده ER309L. برای این اتصال به علت وجود فریت در ساختار فلز جوش مناسب تر بوده و دارای استحکام کافی می باشد. و اتصال مناسبی ایجاد می نماید. با بررسی دیتاها حاصل از آزمون کشش و انرژی شکست در جدول 3 می توان مشاهده نمود. چقرمگی شکست در نمونه مورد جوشکاری توسط فلز پرکننده ER309L. به میزان قابل توجهی بیشتر از نمونه مورد جوشکاری. توسط فلز پرکننده ERNiCr-3 می باشد. این مسأله را می توان به حضور فریت در ساختار جوش فلز پرکننده ER309L. و ساختار انجمادی نسبتاً متفاوت آن نسبت داد.
نتایج آزمون ضربه
در جدول 3 نتایج آزمون ضربه شارپی برای فلز جوش گزارش گردید. و نتایج انرژی شکست بالایی به میزان 105 ژول را برای فلز پرکننده ER309L نشان می دهد. این میزان انرژی ضربه نسبت به نمونه مورد جوشکاری. با فلز پرکننده ERNiCr-3 در حدود 40 ژول بالاتر می باشد.
تصاویر میکروسکوپی الکترونی روبشی مربوط به سطح شکست نمونه ضربه ER309L مورد بررسی قرار گرفت. و در شکل (15) ارائه گردید. در این شکل، خطوط سیلان کاملاً مشخص است و حالت متداوم دارد. مشاهده دیمپل ها و حفرات قیفی شکل و کروی در سطح شکست در شکل (15-الف) نشان می دهد. که نوع شکست در نمونه مورد جوشکاری با فلز پرکننده ER309L کاملاً نرم می باشد. در نمونه مورد جوشکاری با فلز پر کننده ERNiCr-3 مطابق شکل (15-ب) علاوه بر دیمپل ها صفحات تورق. در نقاطی از نمونه قابل مشاهده می گردد. که نشان دهنده شکست نیمه ترد است.
آزمون میکروسختی سنجی
پروفیل سختی معیار مناسبی برای پیش بینی ریزساختار متشکل می باشد. شکل (16) پروفیل سختی افقی از فلز پایه فولاد AISI 316L. تا فلز پایه فولاد AISI 4130 را نشان می دهد. بررسی نمودار سختی در شکل (16) نشان می دهد. دو نمونه در سمت فولاد 316، رفتار کاملاً متفاوتی از هم در منطقه جوش از خود نشان می دهند. سیم جوش ER309L باعث افزایش سختی و سیم جوش ERNiCr-3 باعث کاهش سختی میشود. علت این موضوع را می توان با عنایت به تصاویر متالوگرافی شکل (11) و (13). به تفاوت میزان فریت موجود در نمونه ها و ساختار آنها نسبت داد.
در سمت فولاد AISI 4130 رفتار یکسانی بر دو نمونه حاکم می باشد. و در این سمت یک روند افزایش سختی از سمت فلز پایه به سمت منطقه HAZ. در هر دو فلز پرکننده مشاهده می گردد. که این روند با عنایت به تغییر ساختار از پرلیت و بینیت به مارتنزیت که تمپر است. و بینیت در منطقه HAZ شکل (17) و (18) قابل انتظار می باشد.
در ادامه در منطقه جوش نسبت به فلز پایه 4130. و منطقه HAZ مربوط به آن کاهش سختی مشاهده می شود. که این موضوع به دیل ایجاد ساختار با زمینه آستنیتی می باشد. بازه تغییرات سختی در نمونه بین 150 تا 480 ویکرز می باشد. حداکثر میزان سختی در هر دو نمونه در منطقه HAZ فولاد AISI 4130 مشاهده می شود. که این مسأله به علت وجود مارتنزیت که تمپر است در این منطقه می باشد (شکل 17 و 18).
نتیجه گیری
نتایج حاصل از این پژوهش را می توان در بخش های زیر خلاصه نمود:
1-جوش حاصل از فلز پرکننده اینکونل 82 دارای ریزساختار کاملاً آستنیتی با دانه هایی هم محور بود. و ساختار دندریتی در آن قابل مشاهده بود.
2- رشد سلولی و دندریتی در فلز جوش ER309L همراه با فریت در ساختار مشاهده شد. ریزساختار فلز جوش به صورت زمینه آستنیتی همراه با فریت دلتا در مرز دانه های آستنیت بود.
3- آزمون ضربه نشان دهنده وقوع شکست نرم درتمامی نمونه ها بود. مقدار انرژی شکست اتصالات در فلز پر کننده 309L به میزان قابل ملاحضه ای بالاتر از اتصال با ERNiCr-3 بود. که این موضوع به دلیل وجود فریت در ساختار فلز پرکننده 309L می باشد.
4- نتایج آزمون کشش نشان داد که انتخاب فلز پر کننده ER309L برای این اتصال به علت وجود فریت بیشتر. در ساختار فلز جوش مناسب بوده و دارای استحکام کافی می باشد. چقرمگی شکست در نمونه جوش می دهند توسط فلز پرکننده ER309L. به میزان قابل توجهی بیشتر از نمونه جوش می دهند توسط فلز پر کننده ERNiCr-3 بود.
5- حداکثر میزان سختی در هر دو نمونه در منطقه HAZ فولاد AISI 4130 مشاهده شد. که این مسأله به علت وجود مارتنزیت که تمپر است. و بینیت دراین منطقه می باشد.
دانشگاه فنی و مهندی-دانشگاه اراک
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
فولاد 4140-Mo40-در این تحقیق، ابتدا نمونه فولاد 4140. در دمای 850 درجه سانتی گراد به مدت 1 ساعت حرارت داده شدند. سپس در دمای 720 درجه سانتی گراد به مدت سه دقیقه نگهداری و به حمام نمک. با دماهای متفاوت 380-400-420- و 450 درجه سانتیگراد به مدت 4 دقیقه منتقل و در نهایت در آب کوئنچ گردیدند. بر اساس نتایج تست کشش با افزایش دمای حمام نمک. (دمای آستمپرینگ) مقادیر استحکام تسلیم، استحکام کششی. و ازدیاد طول کاهش می یابد. شکست نگاری نمونه های تست کشش با میکروسکوپ،. استریو نشان داد که با افزایش دمای حمام نمک،. سطح شکست از نرم به ترد تغییر می کند.
فولاد 4140-مقدمه
فولادهای سه فازی شامل کسر حجمی مشخصی از فازهای با استحکام بالا. مانند مارتنزیت و بینیت بوده که در زمینه نرم فریتی توزیع شده اند. زمینه نرم فریتی در این فولادها منجر به انعطاف پذیری بالا میشود،. در حالیکه استحکام و چقرمگی آنها به حضور جزایر سخت مارتنزیت. و بینیت در زمینه یاد شده بر میگردد. ترکیب استحکام و چقرمگی مناسب به همراه فرآیند تولید ساده این دسته از فولادها. آنها را بعنوان گزینه ای مناسب برای کاربرد در صنایع خودرو سازی و هوافضا مطرح کرده است. علاوه بر این، برخی دیگر از خواص مکانیکی مانند رفتار تسلیم پیوسته و نرخ کار سختی بالا،. این فولادها را نسبت به سایر فولادها متمایز می نماید.
اگرچه فولادهای کم آلیاژ استحکام بالا HSLA دارای استحکامی بالاتر از فولادهای فریتی – پرلیتی هستند اما شکل پذیری آنها. با مشکلات فراوانی رو به رو است، لذا انعطافپذیری مورد نیاز در طراحی قطعات با اشکال پیچیده،. استفاده از این فولادها را شدیداَ با محدودیت مواجه می کند. نتیجه این امر افزایش روز افزون کاربردهای فولادهای دو و سه فازی است.
بختیاری و اکرامی طی تحقیقی تأثیر مورفولوژی بینیت را بر خواص مکانیکی فولاد 4340. دو فازی فریتی-بینیتی بررسی و گزارش کردند مورفولوژی بینیت تابعی از دمای آستمپرینگ است. در دماهای بالا آستمپرینگ و نزدیک به دمای تشکلیل پرلیت،. ریز ساختار بینیت شامل بینیت بالا و توفال شکل است. و در دماهای پایین و نزدیک به دمای تشکیل مارتنزیت،. ریز ساختار بینیت شامل بینیت پایین و سوزنی شکل است که ترکیبی ا بهترین خواص (استحکام تسلیم،. استحکام کششی، ازدیاد طول، چقرمگی شکست و سختی) با مورفولوژی بینیت پایین. در دمای آستمپرینگ 350 درجه سانتیگراد حاصل می شود.
زارع و اکرامی با بررسی اثر کسر حجمی مارتنزیت بر خواص کششی فولادهای سه فازی. در دماهای پایین آستمپرینگ، نتیجه گرفتند که افزایش کسر حجمی مارتنزیت استحکام را افزایش میدهد.
وارشنی و همکارانش انعطافپذیری و استحکام فولادهای سه فازی شامل فریت، بینیت و آستنیت باقی مانده. را بررسی کردند و نتیجه گرفتند که با افزایش دمای آستمپرینگ. و همچنین افزایش سرعت کوئنچ کردن، استحکام تسلیم و استحکام کششی کاهش می یابد.
هاوران و همکارانش رابطه بین ریز ساختار بینیت و خواص مکانیکی فولادهای سه فازی کم آلیاژ. را بررسی کردند و گزارش دادند که ابا افزایش دمای کوئنچ،. از حجم فازهای بینیت و مارتنزیت کاسته و در نتیجه استحکام تسلیم و استحکام کششی کاهش می یابد.
تحقیق حاضر تأثیر دمای آستمپرینگ بر خواص کششی فولاد سه فازی فریت – بینیت-مارتنزیت. از جنس 4140 را مورد بررسی قرار میدهد.
مواد و روش انجام آزمایش
ماده اولیه مورد استفاده در این تحقیق بصورت میل گرد فولادی با قطر 10 میلی متر بود. آنالیز کوانتومتری این فولاد نشان میدهد که ترکیب آن مطابق با فولاد ASIS 4140 است. بررسی های متالوگرافی این فولاد با میکروسکوپ الکترونی روبشی میدانی مدل XMU mira 3 ساخت آلمان. و اچ شده با محلول تایتال 2 درصد نشان داد که ریز ساختار آن فریتی – پرلیتی می باشد.
برای ایجاد ریز ساختار فریت – بینیت – مارتنزیت، ابتدا نمونه ها در دمای 850 درجه سانتیگراد. بمدت 60 دقیقه نرماله و سپس در 720 درجه سانتیگراد به مدت 3 دقیقه نگهداری شدند. پس از آن برای تشکیل مورفولوژی های مختلف بینیت، در حمام نمک با دماهای متفاوت 380، 400،420،450 درجه سانتیگراد. به مدت 4 دقیقه نگهداری و در آب کوئنچ شدند.
دماها و زمان های مذکور بر اساس نمودار دما – زمان – استحاله T-T-T فولاد 4140 انتخاب گردیده است. برای مثال در دماهای بالاتر از 720 درجه سانتیگراد، زمان اتمام استحاله در منطقه دوفازی فریت – آستنیت بسیار طولانی است. در دماهای کمتر از آن زمان استحاله خیلی کوتاه است و امکان تشکیل ریز ساختار کاملا فریتی وجود دارد. در نتیجه بهترین دما برای دو فازی کردن، دمای 720 درجه سانتیگراد می باشد.
که در این دما طبق نمودار T-T-T با گذشت زمان 3 دقیقه، در منطقه دو فازی هستیم. انتخاب محدوده دمایی 380 تا 450 درجه سانتیگراد به این دلیل است که. این محدوده دمایی، پایین تر از دمای تشکیل پرلیت و بالاتر از دمای تشکیل مارتنزیت می باشد. انتخاب زمان 4 دقیقه در این دما برای اطمینان از تشکیل بینیت است. در این تحقیق، از کوره عملیات حرارتی الکتریکی مدل AZAR 1250 ساخت ایران. و کوره حمام نمک مدل SAMIN 1250 ساخت ایران. و نمک مذاب AS140 استفاده گردید. با انتخاب نمک مناسب از تغییر ترکیب شیمیایی قطعه در حمام نمک جلوگیری میشود حمام نمک. موجب تغییر دمای کل قطعه با سرعت یکسان می گردد. نمونه های تست کشش با استاندارد ASTM E8/E8M آماده سازی. و توسط دستگاه یونیورسال با سرعت 1 میلیمتر بر دقیقه تحت آزمون قرار گرفتند.
نتایج و بحث
مطالعه ریز ساختار نمونه های عملیات حرارتی شده با میکروسکوپ الکترونی روبشی. (تصویر برداری توسط الکترون های ثانویه نشان داد با توجه به انتخاب دماهای مختلف آستمپرینگ. 380، 400، 420 و 450 درجه سانتیگراد، بینیت تشکیل شده در ساختار سه فازی، مورفولوژی های مختلفی دارد. دو فاز مارتنزیت و بینیت به صورت تیغه های روشن و فاز فریت (فاز زمینه) به رنگ تیره دیده میشود.
مشاهده ریز ساختار نمونه های عملیات حرارتی شده
مشاهده ریز ساختار نمونه های عملیات حرارتی شده و استفاده از نرم افزار. آنالیز تصویری MIP 4 student نشان داد که حجم فریت در تمامی آنها مقدار ثابت 33/4 درصد است. در نتیجه حجم فازهای سخت مارتنزیت و بینیت 66/6 درصد می باشد.
فولاد 4140
تصاویر میکروسکوپ الکترونی با بزرگنمایی یکسان از فاز بینیت در نمونه های آستمپرینگ شده در دماهای مختلف را نشان میدهد. الف- وجود تیغه های موازی سوزنی شکل بینیت در نمونه آستمپرینگ شده. در دمای 380 درجه سانتیگراد قابل مشاهده است این ساختار با توجه به دمای آستمپرینگ. نزدیک به Ms، ساختار بینیت پایین است. ب-تیغه های موازی سوزنی شکل به همراه صفحات ضخیم از سمنتیت و فریت را نشان میدهد. که نشانگر مخلوط بینیت بالا و بینیت پایین در نمونه عملیات حرارتی شده. در دمای آستمپرینگ 400 درجه سانتی گراد است.
ج- مورفولوژی بینیت در دمای آستمپرینگ 420 درجه سانتیگراد را نشان می دهد. در این تصویر فقط بینیت بالایی که متشکل از لایه های ضخیم سمنتیت و فریت می باشد قابل مشاهده است. د- نشان میدهد که مورفولوژی بینیت در دمای آستمپرینگ 450 درجه سانتیگراد. همانند دمای 420 درجه سانتیگراد است با این تفاوت که صفحات سمنتیت موجود در بینیت بالایی. در دمای 450 درجه سانتیگراد، ضخیم تر می باشند.
مقادیر استحکام تسلیم، استحکام کششی نهایی و ازدیاد طول نسبی نمونه ها ارائه شده است. الف و ب نشان میدهد که استحکام تسلیم و استحکام کششی نهایی با افزایش دمای آستمپرینگ. در اثر تغییر مورفولوژی از بینیت پایین با مورفولوژی سوزنی شکل به بینیت بالا با مورفولوژی توفال شکل. شامل لایه های ضخیم سمنتیت، کاهش می یابد. ج- افزایش دمای آستمپرینگ، درصد ازدیاد طول نسبی را کاهش میدهد. که این مطلب در توافق با تغییر مورفولوژی بینیت پایین به بینیت بالا میباشد.در واقع یکی از ویژگیهای خوب مورفولوژی بینیت پایین، علاوه بر استحکام بالای آن، بالا بودن چقرمگی آن است.
سطح زیر نمودار تنش- کرنش معیار خوبی برای مقایسه چقرمگی مواد از طریق تست کشش می باشد. افزایش سطح زیر منحنی تنش-کرنش، گویای چقرمگی بالاتر و رفتار نرم تر ماده در مقابل شکست است. نمودار تنش – کرنش نمونه های آستمپرینگ شده در دماهای مختلف مشخص است. همانطور که مشخص است، مساحت زیر نمودار با افزایش دمای آستمپرینگ کاهش می یابد،. لذا میتوان نتیجه گرفت که بینیت پایین علاوه بر استحکام بالا دارای چقرمگی بالاتری نیز است.
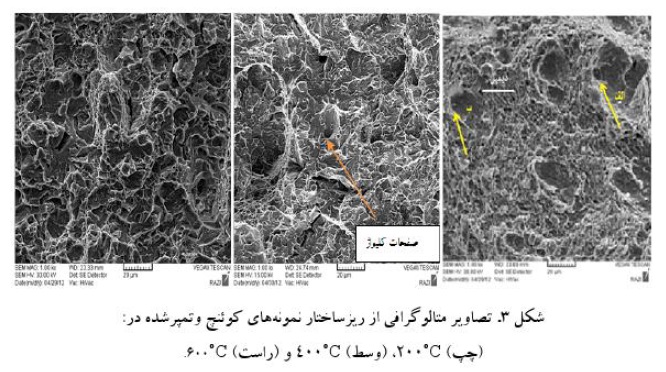
تصاویر میکروسکوپ استریو از سطوح شکست
تصاویر میکروسکوپ استریو از سطوح شکست نمونه های تست کشش آستمپرینگ شده در دماهای مختلف. را نشان میدهد سطح شکست نمونه آستمپرینگ شده در دمای 380 درجه سانتیگراد. دارای علائم شعاعی با الگوی ستاره ای شکل به همراه لبه برشی می باشد. که مشخصه سطح شکست نرم است. این شکل دارای بزرگترین لبه برشی می باشد که نشان دهنده آن است که در این نمونه. بیشترین باریک شدگی (حالت گلویی در تست کشش) و در نتیجه. بیشترین تغییر شکل پلاستیک قبل از شکست رخ داده است. هرچقدر عمق و ضخامت علائم شعاعی زیادتر باشد، رفتار شکست، نرم تر خواهد بود.
حجم برآمدگی الگوهای ستاره ایی -الف-کمتر شده و منطقه لبه برشی آن نیز کوچکتر شده است. که نشان از رفتار ترد تر نمونه آستمپرینگ شده در دمای 400 درجه سانتیگراد. نسبت به دمای 380 درجه سانتیگراد دارد. ج و د، الگوی ستاره ای شکل و همچنین مناطق لبه برشی حذف شده است. که گویای وقوع شکست ترد و عدم گلویی شدن این نمونه ها است. این مشاهده ها با نتایج ازدیاد طول نسبی به دست آمده از تست کشش مطابقت دارد.
نتیجه گیری
در این تحقیق چند سیکل عملیات حرارتی با دمای آستمپرینگ مختلف. 380،400،420 و 450 درجه سانتیگراد بر روی نمونه فولاد 4140 برای ایجاد ساختار سه فازی. فریت-بینیت-مارتنزیت مورد بررسی قرار گرفت
نتایج مشاهده ریزساختاری و تست کشش نشان دادند که:
1- در بازه دمایی 380 تا 450 درجه سانتیگراد، مورفولوژی بینیت از بینیت پایین سوزنی شکل. به بینیت بالا لایه ای و توفال شکل تغییر می یابد.
2- با افزای دمای آستمپرینگ، مقادیر استحکام تسلیم، استحکام کششی نهایی. و ازدیاد طول نسبی کاهش می یابند که متأثر از تغییر مورفولوژی بینیت است.
3- سطح زیر منحنی تنش – کرنش نمونه آستمپرینگ شده در دمای 380 درجه سانتیگراد. بیش از سایر نمونه ها است که نشان از چقرمگی بالاتر این نمونه دارد. و بررسی های شکست نگاری نیز رفتار شکست نرم تر این نمونه نسبت به سایر نمونه ها را تأیید کرد.
آموزشکده فنی و حرفه ای سماد دانشگاه آزاد اسلامی واحد دزفول
شرکت خشکه و فولاد پایتخت صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
فولاد 7034-فولاد با قابلیت عملیات حرارتی (Heat Treatment Steels) -نام های دیگر این فولاد 38C4 – 5135– 530M36 – 530A36 می باشد.
فولاد 7034
خصوصیت : دارای استحکام متوسط، سختی پذیری نسبتاً خوب، سختی متوسط رو به بالا و مقاومت سایشی متوسط
کاربرد: مناسب برای استفاده در قطعات تحت بارگذاری نرمال در صنایع خودرو سازی و ماشین سازی نظیر اجزاء فرمان، سگ دست و …
کاربرد:اجزاء تحت بار قطعات دنده دار، دسته پیستون،میل لنگ ها، برای دگرگونی و اکستروژن سرد
دمای پیش گرم: 150 الی 200 درجه سانتی گراد
الکترود جوشکاری : E9018-B
فولادهای با قابلیت عملیات حرارتی
فولادهای عملیات حرارت پذیر: Heat Treatment Steels
فولاد های عملیات حرارتی پذیر فولادهایی هستند که تحت بارگذاری های شدید پیچش، کشش و خمش مقاومت خیلی خوبی از خود نشان می دهند. و از آنها می توان در ساخت انواع قطعات کوچک و بزرگ در صنایع مختلف استفاده نمود.
فولاد 7034
خصوصیت فولادهای عملیات حرارتی
خصوصیت اصلی فولادهای عملیات حرارتی پذیر همانطور که در ابتدا به آن اشاره شد. مقاومت به کشش، پیچش و خمش می باشد. این گروه از فولادها خواص دیگری نظیر، ماشین پذیری خوب، انعطاف پذیری بالا، مقاومت به شکست. مقاومت به اصطکاک و مقاومت به ضربه را نیز درون خود دارا می باشند.
خواص مثبت
مقاومت به کشش، پیچش و خمش
مقاومت به شکست و ترک
ماشین پذیری خیلی خوب
انعطاف پذیری بالا
مقاومت اصطکاکی بالا
مقاومت به ضربه خیلی خوب
خواص منفی: خصوصیت های مثبت ذکر شده در فولادهای عملیات حرارتی پذیر غیرآلیاژی کمتر می باشد.
فولاد 7034
کاربرد فولادهای عملیات حرارتی
این نوع فولادها به دو دسته تقسیم می گردند.
گروه اول: فولادهای عملیات حرارتی پذیر آلیاژی هستند که دارای عناصر آلیاژی نظیر کروم، مولیبدن، نیکل و وانادیوم میباشند. این گروه از فولادها پس از عملیات سخت کاری و آبدهی استحکام کششی بالایی بدست می آورند که باعث می شود بتوان از این گروه برای ساخت انواع قطعات با سطح مقطع بزرگ تحت بارگذاری شدید استفاده نمود.
گروه دوم : فولادهای عملیات حرارتی پذیر غیر آلیاژی هستند. که به دلیل استحکام و ماشین کاری پائین از آنها میتوان در انواع ساخت قطعات با سطح مقطع کوچک با تنش کاری پائین استفاده نمود.
در نتیجه بطور کلی از فولادهای عملیات حرارتی پذیر می توان در ساخت انواع قطعات با سطح مقطع کوچک نظیر انواع ابزار آلات دستی و کشاورزی (قلم دستی، چاقو، تیغ اره، داس، آچار، پیچ کش، غلطک های صنعتی، شافت های کوچک و قطعات بزرگ و بلند در صنایع خودروسازی که نیاز به استحکام بالا، مقاومت کششی، انعطاف پذیری و مقاومت بالا در برابر شکست دارند، نظیر اجزاء و قطعات دندانه دار، میل لنگ ها، محورهای غیر هم مرکز، شافت های صنایع سیمان، شاسی خودرو، پیچ و مهره محور قطار، صفحه دیسک و موارد مشابه دیگر استفاده نمود.
فولاد 7034
فولاد های پر کاربرد عملیات حرارتی در ایران
به معرفی چند نمونه از فولادهای پر کاربرد عملیات حرارتی پذیر می پردازیم.
فولاد 1.1181 با استاندارد DIN CK35
این فولاد غیر آلیاژی بوده و دارای سختی پذیری متوسط، شکل پذیری عالی و همچنین ماشین کاری خیلی خوب می باشد. از این فولاد می توان در ساخت انواع قطعات خودرو، پیچ و مهره محور قطار، شافت های صنعتی و موارد مشابه دیگر استفاده نمود.
فولاد 1.1191 با استاندارد DIN CK45
این فولاد دارای مقاومت بسیار خوب در برابر اصطکاک، استحکام خوب و مقاومت به ضربه خیلی خوب می باشد. از این فولاد فولاد می توان در ساخت انواع ابزار دستی و کشاورزی نظیر قلم دستی، چاقو، تیغ اره، داس، انواع چکش، آچار. پیچ کش، پیچ و مهره محور کرپی و سایر ابزار ساده استفاده نمود.
فولاد 1.7035 با استاندارد DIN 41Cr4
این فولاد دارای سختی و استحکام متوسط رو به بالا، سختی پذیری نسبتاً خوب با مقاومت سایشی متوسط رو به پائین است. و مناسب برای ساخت قطعات تحت بارگذاری نرمال در صنایع خودرو سازی و ماشین سازی نظیر اجزاء فرمان، سگ دست و … می باشد.
فولاد ابزارها دارای تنگستن، مولیبدن، کبالت و وانادیوم در مقادیر مختلف می باشد. که این نوع فولاد در برابر حرارت و فشار مقاومت بسیار بالایی از خود نشان می دهد.
مشخصات فولاد فنر
شکل پذیر خوب
قابلیت دسترسی
عاری از هر گونه نقص و عیب
هزینه پایین
انواع فولاد فنر
فولاد فنر ck از انواع فولادهای قابل عملیات حرارتی می باشند. که انواع مختلفی دارند. از جمله ی آنها می توان به ck70,ck75,ck60,ck45,ck35 اشاره کرد. که دارای ویژگی و ساختار متفاوتی نسبت به یکدیگر می باشند. این فولاها در صنعت بسیار پُرکاربرد و پُر مصرف می باشند.
کاربرد های فولاد فنر
هر فولاد فنر دارای خاصیت و ویژگی های مختص به خود است. که از انواع کاربردهای فولاد فنر می توان به موارد زیر اشاره نمود.
فنرهای لوله ای فشاری: فاصله ی میان دایره های این نوع از فنر از یکدیگر زیاد می باشد. تا هنگامی که به آن فشار اعمال می شود بتواند آن را تحمل کند.
فنر کششی : این نوع از فنرها عملکردی برعکس فنرهای لوله ای فشاری دارند. در این نوع از فنرها فاصله ی دایره ها کمتر بوده و برای اعمال فشار مناسب می باشد.
فنرهای پیچشی: از این نوع فنرها هنگامی استفاده می شود. که ملاک ما تحمل و ایجاد گشتاور می باشد.
فنرهای تخت: این فنرها برای جذب نیروهایی از جمله نیروی خمشی مورد استفاده قرار می گیرد.
فنرهای مخروطی : این فنرها می توانند ضریب سختی غیر برابر را تحمل کنند. بدین صورت که اگر نیروی کمی بر آن وارد شود . به صورت نرم عمل می کند. ولی اگر نیروی بسیار زیادی به آن اعمال شود به صورت سخت عمل می کند.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
لوله a106- در صنعت لوله های مختلفی از جمله، لوله های فولادی، لوله های ضد زنگ، لوله آلیاژی و … وجود دارد. اما در این میان یکی از لوله های پر کاربرد لوله مانیسمان است.
لوله a106
که با عنوان لوله بدون درز نیز معروف است. در صورتی که عمر بالای لوله ها و کیفیت بهتر این سازه ها مد نظر شما می باشد. لوله های مانیسمان می تواند بهترین انتخاب باشد. لوله های مانیسمان در رده سبک 40 ، 80 و 160 مورد ارائه که ضخامت به نسبت زیاد می باشد. نحوه ساختار آن به گونه ای است که بدنه ای یکدست و بدون درز دارند. و در آن هیچ نوع جوش کاری استفاده نشده، این لوله ها دارای استانداردهای فراوانی است. که در این بین نیز استانداردهای ASTM A5، ASTM A106 و API 5L از اصلی ترین استانداردهای لوله به شمار می آید.
مشخصات فنی لوله A106
لوله های ASTM A106 در ابعاد 8.1 الی 48 اینچ در گریدهای A,B,C از جنس کربن استیل، در ضخامت های 10 الی 160 و XXS-XS-STD بصورت بدون درز (مانیسمان) ساخته شده و در سرویس هایی که نیاز به فشار و دمای بالا باشد، مورد استفاده قرار می گیرد.
تفاومت لوله های A106 و A53
برای اینکه برای کار مورد نظر لوله مناسبی را انتخاب نماییم بهتر است. که شناخت کاملی نسبت به لوله های درز دار و بدون درز داشته باشیم. همچنین از مشخصات و استانداردهای آن نیز آگاه باشیم.
ساختار و نحوه تولید
تفاوت دو لوله A106 و A53 بسیار ناچیز است. این دو با اینکه از لحاظ ترکیب شیمیایی شباهت زیادی به هم دارند نوع استاندارد A106 بدون درز بوده اما لوله A53 هم می تواند درز دار و هم بدون درز تولید گردد.
کاربرد
نکته دیگر استفاده و نوع کارایی این محصول است. لوله A53 مورد استفاده در انتقال هوا. آب و نفت همچنین بخار آب در صنعت و مواردی که نیاز به فشار کم و یا فشار متوسط می باشد استفاده می شود. اما نوع A106 این محصول به دلیل بدون درز بودن. و اینکه می تواند فشار بیشتری را تحمل کند مناسب پروژه ها با درجه حرارت و فشار بالاست
ساختار شیمیایی:
تفاوت دیگر این دو لوله در ترکیبات شیمیایی آن می باشد. وجود عنصر سیلیکون در گرید A106 و نبود این عنصر در A53 سبب متفاوت شدن این دو لوله می شود.
لوله A106 لوله های مانیسمان کربن استیل بوده. که در پروژه های نیازمند به دما و فشار بالا، در گرید های مختلف A,B,C تولید می شوند. از مهمترین کاربردهای این لوله می توان موارد زیر را بیان نمود.
استفاده در نیروگاه ها
کاربرد در پالایشگاه های نفت و گاز
مورد استفاده در پلنت های پتروشیمی
استفاده در تولید برق و کشتی سازی
مورد استفاده در دیگ های بخار و برج ها
مانیسمان – شرکت مانسمان به آلمانی Mannesmann AG یک خوشه ایی آلمانی بود. که دفتر مرکزی آن در شهر دوسلدورف مستقر بود. این شرکت در سال 1890 میلادی با هدف تولید لوله های بدون درز تأسیس شده بود. و در سال 1999 میلادی توسط شرکت وودافون خریداری شد.
که یکی از بزرگ ترین انتقالات در قرن اخیر بود. سهام این شرکت در بورس فرانکفورت داد و ستد میشد. این شرکت دارای 130- 890 نفر کارمند در کل جهان و در آمد 23/27 میلیارد یورو در سال 1999 بود.
مشخصات فنی لوله مانیسمان
این نوع لوله بنام لوله های بدون درز نیز معروف است. در فرآیند این لوله ها هیچگونه جوش در بدنه آنها انجام نمیگیرد. بدلیل یکدست بودن بدنه این نوع لوله ها, لوله مانیسمان تبدیل به یک لوله محکم شده است. از لحاظ قیمت نیز از سایر لوله ها گرانتر است. زیرا در آن جوش وجود ندارد. و آسیب پذیری سیار کمی دارند. باری تولید لوله های مانیسمان بر خلاف سایر لوله ها از شمش استفاده میگردد.
لوله یکپارچه و بدون درز
لوله بدون درز Seamless که به مانسمان یا مانیسمان نیز مشهور است . یکی از پرکاربردترین محصولات فولادی است .که در صنعت نفت,پتروشیمی, گاز و همچنین در قطعه سازی مصارف بسیار دارد. لوله های بدون درز در بازار هم چنین بعنوان مقاطع ضخیم و بسیار مقاوم تحت فشار شناخته میشود. زیرا بدلیل یکنواخت بودن و نداشتن درز جوش, دارای مقاومت بسیار بالایی در مقابل فشار و تنش های فیزکی دارد. بگونه ایی که به خوبی خود را در هر نوع شرایط آب و هوایی مطابقت میدهد.
فرآیند تولید لوله مانیسمان
برای ساخت لوله های مانیسمان از استاندارد ASTM به شماره A106 و A53 و هم چنین استاندارد نفت و گاز APL 5L استفاده می گردد.
کاربرد لوله مانیسمان
از کاربردهای این نوع لوله میتوان به موارد زیر اشاره نمود.
خطوط فشار قوی
خطوط ولتاژ بالا – واژه ولتاژ بالا یا فشار قوی به مدارهای الکتریکی ای اطلاق میگردد. که بخاطر میزان ولتاژ بالای موجود در آنها نیازمند تدبیرات ایمنی ویژه یا عایقبندی مناسب هستند. مدارهای ولتاژ بالا در انتقال انرژی الکتریکی,لامپ اشعه کاتد,اشعه ایکس بکار میروند.
ولتاژ بالا بمعنی ولتاژی بیش از 1000 ولت است. بدین معنی که ولتاژهای بیش از هزار ولت را ولتاژ بالا و زیر هزار ولت را ولتاژ پایین مینامند.
تأثیرات خطوط فشار قوی بر سلامتی : بیان می شود. زندگی در نزدیکی خطوط فشار قوی احتمال بیماریهای نظیر سرطان,. ناباروری و برخی بیماریهای روانی را افزایش میدهد. یک راه حل مبارزه با این مشکل استفاده از خطوط زیر زمینی انتقال برق فشار قوی است.
حریم خطوط فشار قوی : برای حفظ مردم از اثرات سوء میدانهای مقناطیسی ناشی از خطوط فشار قوی, برای حفظ برق 20 کیلوولت 5 متر< 63کیلووت 13 متر, 132 کیلوولت 15متر, 230 کیلوولت 17متر و 400 کیلوولت 20 متر حریم در نظر گرفته شده است.
استفاده در خطوط هیدرولیکی
خطوط صنایع دارویی و غذایی
خطوط نفت و گاز
انواع لوله مانیسمان
این نوع لوله ها طبق کاربردهایشان,. به سایز و ضخامت رده بندی میشوند. در بازار ایران این نوع لوله ها را بر اساس رده ی آنها دسته بندی میکنند. لوله مانیسمان دارای رده های 80 – 40 – 20 تقسیم بندی میشوند.
فرایند ساخت لوله مانیسمان
ابتدا شمشهای فولاد را برش میدهند. سپس شمش درون کوره قرار میگیرد. کوره تا دمای 1300 درجه سانتیگراد گرمادهی میشود. مرحله بعدی شلیک سمبه نامیده میشود. در این مرحله سمبه با سرعتی زیاد به داخل شمش پرتاب میگردد. این کار باعث سوراخ شدن شمش میگردد. بعد از این مرحله سمبه از درون لوله در می آید. اگر لوله تاب داشته باشد آنرا صاف میکنند.
در مجموع فرآیند تولید لوله های مانسمان شامل مراحل:: برش, پیش گرم, مرحله ی PIERCING, عبور از دستگاه الانگاتور, شلیک سمبه, تاب گیری. حداسازی, سمبه, کروی سازی, مرحله کشش, خنک سازی, مرحله اندازه گیری, مرحله آزمایش, مرحله ی کونیک کردن, پولیش و در پایان پاندل کردن است.
لوله ها با ابزار کامپیوتری آزمایش و تست میشوند.
تاریخ ابداع و ساخت لوله های بدون درز به اواخر قرن نوزدهم بر میگردد. و این روش نخستین بار توسط مهندس آلمانی بنام مانسمان بکار گرفته شد.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴
A387 – فولاد A387-صفحه ی فولادی CL2-صفحه فولادی CL1فولاد ضد زنگ – فولاد ضد خوردگی – فولاد حرارتی- ASTM
ASTM A387 CL1- صفحه فولاد CL2- ورق ASTM A387-ورق مخزنی – ورق مخازن تحت فشار- ورق ضد خوردگی
ASTM A387 CL1، CL2 فولاد درجه یک نوع فولاد است که با ترکیب cr، Mo.، Cr-Mo میباشد. که عمدتا برای مخازن تحت فشار بالا و بالا استفاده میگردد. گرید فولاد A387 gr 12 CL1 / A387gr 12 CL2 مطابق با استاندارد ASTM ترکیبات شیمیایی. و خواص مکانیکی صفحات فولادی ASTM A387CL1 / A387CL2.
فولاد A387 CL1، CL2 ورق فولاد آلیاژی کروم-مولیبدن را برای دیگهای جوش داده شده. و مخازن تحت فشار برای فعالیت هایی. با درجه حرارت بالا طراحی و تولید میشوند.
این نوع از فولاد با گریدها و مشخصات و نمرات. 2، 12، 11، 22، 22L، 21، 21L، 5، 9 و 91 ساخته. و به بازار تقاضا در بخش صنعت عرضه میشود.
این نوع فولاد با روش حرارت متناوب و باز پخت تولید میشود. این نوع فولاد A387 gr11 / 12 CL1 / 2 با آنالیز و انجام پروسه حرارت ایجاد میشود. و مطابق با الزامات و عناصر شیمیایی موجود آن با نام های کربن.، منگنز، فسفر، گوگرد، سیلیکون، کروم، مولیبدن، نیکل، وانادیوم.، کلومیمیم، بور، نیتروژن، آلومینیوم، تیتانیوم ، و زیرکونیوم نوع گرید آن مشخص میگردد.
این نوع فلز برای ارزیابی نوع مقاوم آن تحت آزمایشات تنش قرار میگیرد . و همچنین با مقادیر مورد نیاز هر بخش از صنعت. میزان استحکام کششی و میزان مقاومت و ضخامت آن کنترل میگردد.
ارزیابی ریز ساختار و خواص مکانیکی اتصال غیر همسان فولاد A387-gr.11 و A240-tp-.316
اتصال غیر همسان فولادهای فریتی کم آلیاژ به فولادهای زنگ نزن آستنیتی.- در گذشته بصورت وسیعی در صنایع بکار گرفته شده است. دو فولاد زنگ نزن آستنیتی A240-tp.316 .و فولاد کم آلیاژ فریتی A387-gr.11 توسط جوشکاری قوسی تنگستن. تحت گاز محافظ با دو جریان ثابت و پالسی و با استفاده از دو نوع فلز. پرکننده ی Er309l و Ernic-3 بهم جوش داده شدند.
پس از آزمونهای متالوگرافی آزمون تعیین ترکیب شیمیایی، ریز سختی سنجی، کشش و ضربه، مشخص گردید .که بطور کلی، نمونه های جوشکاری شده توسط جریان پالسی – بدلیل گرمای ورودی کمتر. و ایجاد اختلاط بیشتر در حوضچه ی جوش، ضمن کاهش وقوع پدیده های نا مطلوب متالوژیکی. مانند تشکیل منطقه ی کمبود از کربن، منطقه ی انتقالی و منطقه ی مخلوط نشده، بهبود. خصوصیت مکانیکی اتصال را در بر داشتند. نتایج نشان دادند که فلز پر کننده ی پایه نیکل، بدلیل محدود کردن نفوذ کربن.به درون حوضچه ی جوش و کاهش احتمال تشکیل منطقه ی. انتقالی نسبت به فلز پرکننده ی دیگر، مطلوب تر است.
در گذشته اتصال دهی ناهمجنس فولادهای فریتی کم آلیاژ به فولادهای زنگ نزن آستنیتی بطور گسترده ایی در مولدهای بخار، مبدل های حرارتی و تجهیزات لوله کشی در نیروگاه ها، پالایشگاه ها و صنایع پتروشیمی بکار رفته است. بطور مثال : در نیروگاههای با سوخت فسیلی، لوله های مرحله ی پیشگرم دیگهای بخار از نوع و جنس فولادهای کم آلیاژ هستند.
و لوله های بخش فوق گرمایش بدلیل دما و فشار کاری بسیار بالاتر، از نوع و جنس. فولاد زنگ نزن انتخاب میشوند. این انتخاب ، سبب صرفه جویی چشمگیر در هزینه ها خواهد شد. این اتصال به آسانی با اغلب روشهای مرسوم به خصوص جوشکاری قوسی تنگستن تحت گاز محافظ gtaw. و جوشکاری قوس الکترود روپوش دار smaw تولید شده است. مورد دیگر برای کاربرد این نوع اتصال، روکش کاری فولادهای کربنی یا کم آلیاژ. با فولادهای زنگ نزن آستنیتی یا آلیاژ پایه نیکل است. با این روش، میتوان مقاومت به خوردگی مخزن های از جنس فولاد کربنی. را با صرف کمترین هزینه تا مقدار قابل توجهی بهبود بخشید.
فرآیند اتصال بین فولاد زنگ نزن آستنیتی و فولاد کم آلیاژ فریتی، چند پدیده ی متالوژیکی قابل توجه به همراه دارد. یکی از پدیده هایی که در هنگام جوشکاری، عملیات حرارتی پس از جوشکاری و در حین قرارگیری در شرایط کاری برای این نوع اتصال رخ میدهد، انتقال کربن از فولاد کم آلیاژ به سمت ناحیه ی جوش میباشد.
این پدیده موجب ایجاد یک منطقه ی کمبود از کربن Carbon Depleted Zone,CDZ در ناحیه ی متأثر از حرارت در فولاد کم آلیاژ و در مجاورت مرز ذوب میشود. تحقیقات نشان داده اند که این منطقه ی کمبرد از کربن احتمالاً در معرض ترک خوردگی خزشی قرار خواهد گرفت. پروسه ی انتقال کربن، شامل انحلال کاربیدها در فولاد فریتی و نفوذ کربن بدرون حوضچه ی جوش میگردد. نیروی محرکه برای این پروسه، وجود شیب غلظتی کربن یا شیب اکتیویته ی کربن بین فولاد فریتی کم کروم و فلز جوش آستینی پر کروم است.
در اتصال های جوش بین دو فولاد نا همسان آستینی – فریتی، وجود منطقه ی انتقالی یا اختلاط جزیی درون حوضچه ی جوش و در مجاورت فولاد فریتی گزارش شده است. در این منطقه، اختلاط بین فلز جوش و فلز پایه ناقص است. و ترکیت شیمیایی آن شیئ از ترکیب فلز پایه تا فلز جوش است. پهنای منطقه ی انتقالی مطابق با نتایج آزمونهای انجام گرفته، بین 20 الی 100 میکرون و تابع عواملی ماننند ترکیب شیمیایی و میزان حرارت ورودی است.مرزی که این منطقه را از حوضچه جدا میکند. با مرز ذوب موازی است. و بعنوان مرز نوع II شناخته میشود. شناخت این ناحیه، در جوشهای نا همسان فریت به آستنیت بسیار اهمیت دارد. زیرا طبق آنچه پیش تر گفته شد . این منطقه یکی از مناطقی است که در معرض وقوع آسیب های زیادی میباشد.
شرکت خشکه و فولاد پایتخت صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
بررسی ریزساختاری و شکست نگاری فولاد عملیات حرارتی شده ی ASTM A516 Gr 60 تحت بارگذاری دینمامیکی
ورق A516
در پژوهش حاضر ریزساختار و سطح شکست ضربه فولاد ساده کربنی و میکروآلیاژی ASTM 516 Gr 70. تولید شده با نورد گرم که سیکل عملیات حرارتی کوئنچ و تمپر بر روی آن انجام شده، بررسی شده است. نمونه ها به مدت 30 دقیقه در دمای 890 درجه سانتی گراد در حمام نمک آستنیته شده. و بلافاصله درون آب با دمای 25 درجه سانتی گراد کوئنچ شدند.
سپس نمونه ها در دمای 200 – 400 و 60 درجه سانتی گراد در حمام نمک. به مدت 45 دقیقه حرارت داده شده و تمپر شدند. جهت بررسی مقاومت در برابر بارهای ناگهانی دینامیکی (نرخ کربن زیاد). نمونه ها تحت آزمون ضربه چارپی در دماهای 25+، 25- و 75- درجه سانتی گراد قرار گرفتند. با تحلیل ریزساختار نمونه ها مشخص شد که با افزایش دمای تمپر. مورفولوژی مارتنزیت تمپر شده خشن تر گردیده. و ساختار به حال تعادلی (آنیل شده) نزدیک تر شده و انرژی ضربه افزایش و سختی کاهش می یابد. بهترین نتایج در دمای تمپر 600 درجه سانتی گراد به دست آمده است.
ورق a516
فولاد های ساده کربنی و میکروآلیاژی از خانواده فولادهای کم آلیاژی استحکام بالا با مقادیر محدودی عناصر کاربید ساز قوی نظیر Nb، Ti و V جهت کنترل رشد دانه های آستنیت می باشند. که از جمله آن فولاد ASTM A516 Gr70 می باشد. در حال حاضر ورق فولادی A516 کاربرد بسیار زیادی در ساخت بدنۀ مخازن تحت فشار دارد. که علت آن دارا بودن همزمان استحکام و قابلیت انعطاف مطلوب و قابلیت جذب انرژی ضربه در دمای پایین است. این خانوادۀ فولادهای A516، ورق های فولادی استحکام بالای کوئنچ – تمپر را تحت پوشش قرار می دهند. که برای کاربرد در بویلرهای جوشکاری شده و دیگر مخازن تحت فشار بسیار مورد استفاده هستند.
این مشخصه شامل تعداد زیادی از عیارهاست که توسط تولید کننده های مختلفی ساخته می شوند. اما همۀ عیارها دارای خواص مکانیکی و ویژگی های کلی یکسانی هستند.ماکزیمم ضخامت ورق هایی که تحت این مشخصات تولید می گردند به صورت جدول 1 است. یکی از روش های مقرون به صرفه. و مرسوم برای بهبود خواص مکانیکی این فولادهای تولید شده با روش نورد گرم. عملیات حرارتی می باشد. در این فولادها در صورت اضافه نمودن عناصر آلیاژی معمولاً سرعت رشد دانه. به علت اثر کششی اتم محلول عناصر آلیاژی جدایش یافته به داخل مرزدانه های آستنیت کاهش می یابد.
ورق a516
کنترل رشد دانه های آستنیت در طی پروسه نورد گرم و نهایتاً عملیات حرارتی. بسته به نوع مقدار عناصر کاربیدسازی قوی Nb،Ti و V دارد. تحقیقات نسان می دهد که تشکیل کاربیدها. نیتریدها و کربونیتریدهای عناصر ذکر شده (ذرات فاز ثانویه) موجب قفل شدن مرز دانه ها می گردد. و این کار به قدری مؤثر می باشد. که باعث می شود، در دماهای پایین آستنیته کردن، هیچ رشد دانه ای اتفاق نیفتد.
حال در این پژوهش، با اتکا و توجه به موارد ذکر شده هدف این است. که با اجرای سیکل عملیات حرارتی کوئنچ و تمپر فولاد ASTM A516 Gr70. در حمام نمک مذاب خنثی با دماهای 200 – 400 و 600 درجه سانتی گراد. تأثیر دمای تمپر در یک زمان تمپر ثابت در فولاد مذکور بر روی انرژی ضربه (بارگذاری دینامیکی). برای دماهای آزمون 25+ ، 25- و 75 – درجه سانتی گراد که در گذشته کمتر مورد بررسی قرار گرفته است. در کنار تحلیل ریزساختار و سطوح شکست ضربه مورد ارزیابی قرار گیرد و بهترین نتیجه استخراج گردد.
روش تحقیق
در این پژوهش فولاد ساده کربنی و میکرو آلیاژی ASTM A516 Gr70 مورد تحقیق و بررسی قرار گرفت. ترکیب شیمیایی این فولاد که با رعایت استاندارد محیطی ASTM E406-81(2008) انجام شد در جدول 2 آمده است. این فولاد طی مراحل ذوب در کورۀ قوس الکتریکی به صورت تختال ریخته گری شد. سپس این تختال طی انجام یک پروسه نورد گرم به ورق با ابعاد (25000*2000*25) میلی متر تبدیل گردید. سپس مقداری از سطح ورق نورد شده جدا کرده. و نمونه های استاندارد ضربه به صورت عمود بر راستای نورد از سطح ورق انتخاب شده. و توسط اره ی نواری برش داده شدند.
جهت عملیات حرارتی، نمونه ها با نرخ گرمایشی A C/S. تا دمای 620 درجه سانتی گراد به مدت 20 دقیقه پیشگرم شدند. سپس نمونه ها با همان نرخ حرارتی تا دمای 890 درجه سانتی گراد. به مدت زمان 25 دقیقه در حمام نمک مذاب. آستنیته شده و در آب کوئنچ شدند. در نهایت عملیات تمپر در حمام نمک مذاب. در دماهای 200، 400 و 600 درجه سانتی گراد به مدت 45 دقیقه انجام شد.
ورق a516
آزمون ضربه به منظور ارزیابی مقاومت به شکست ضربه ای (بارگذاری دینامیکی ناگهانی). این ورق فولادی و آنالیز تصاویر سطوح شکست ضربه آن جهت تعیین مد شکست. با میکروسکوپ الکترونی روبشی انجام گردید. آزمون ضربه به دور روش شارپی و ایزود انجام می گردد. که در این تحقیق از روش شارپی استفاده شد. و نمونه سازی آن هم بر اساس استاندارد ASTM E23-07a با ابعاد (55*10*10) میلی متر انجام گرفت.
از بررسی متالوگرافی جهت بررسی ریزساختار و ارزیابی کیفی این ورق فولادی در شرایط کوئنچ و تمپر. در دماهای 200 – 400 و 600 درجه سانتی گراد استفاده گردید. نمونه سازی و بررسی ریزساختار طبق استاندارد انجام شد. محلول اچ مورد استفاده نایتال 2% بوده و میکروسکوپ نوری مورد استفاده Olympus مدل PMG3 بوده است. عملیات سختی سنجی با استفاده از دستگاه EMCO TEST با مدل MAU 750. بر روی نمونه های ضربه عملیات شده و پالیش شده. در واحد برینل با نیروی اولیه 10kg و نیروی نهایی 187/5kg صورت گرفت. همچنین آنالیز عنصری (EDS) از سطوح شکست ضربه همراه بار بررسی های شکست نگاری. با تصویر الکترون های برگشتی میکروسکوپ الکترونی روبشی مدل VEGA/TESCAN انجام شد.
نتایج بحث
تأثیر عملیات کوئنچ و تمپر بر خواص ضربه ای، سختی و ریزساختار
نتایج حاصل از آزمون های ضربه و سختی نمونه های کوئنچ و تمپر شده. در جدول 3 نشان داده شده است. نتایج حاکی از افزایش انرژی ضربه متناسب با افزایش دمای تمپر است. به طوری که انرژی ضربه از 10/1j در نمونه کوئنچ و تمپر شده. در دمای 200 درجه سانتی گراد به 174/4j در نمونه کوئنچ و تمپر شده. در دمای 600 درجه سانتی گراد افزایش می یابد.
(در دمای آزمون 25+ درجه سانتی گراد). احتمالاً علت پایین بودن انرژی ضربه در دمای تمپر 200 درجه سانتی گراد. بالا بودن تنش های پسماند ناشی از گرادیان حرارتی. در عملیات کوئنچ و بالا بودن میزان تتراگونالیته مارتنزیت لایه ای ایجاد شده است. که باعث افزایش میزان جوانه زنی. و رشد ترک های میکروسکوپی و کاهش انرژی ضربه نمونه های کوئنچ و تمپر شده. در دمای 200 درجه سانتی گراد تا 10/1j شده است. شکل (الف) ریزساختار نمونه کوئنچ و تمپر شده در دمای 200 درجه سانتی گراد که شامل مارتنزیت تمپر شده. و مقادیر جزئی فریت است را نشان می دهد.
ورق a516
با افزایش دمای تمپر به 400 درجه سانتی گراد مشخص می شد. که انرژی ضربه این شرایط در دمای آزمون 25+ درجه سانتی گراد برابر 17/3j می باشد. و در مقایسه با انرژی ضربه نمونه های تمپر 200 درجه سانتی گراد تغییر محسوسی ایجاد نشده است. با توجه به اینکه منطقه تردی حرارتی برای این نوع فولادها محدوده ی دمایی 575 – 375 درجه سانتی گراد میباشد. احتمالاً تردی تمپر در این دمای تمپر رخ داده است.
و تصاویر شکست نیز گواه این مورد هستند. این موضوع میتواند ناشی از چند عامل باشد؛ چنانچه مشاهده می شود. عناصر کاربیدزا (Ti،Nb و V) در دمای تمپر پایین نقش زیادی ندارند. و عنصر Si به طور قابل ملاحظه ای مقاومت به نرم شدن در حین تمپر را افزایش می دهد. مطالعات ریزساختاری نشان می دهد که علت این امر جلوگیری از استحاله کاربید انتقالی به سمنتیت است. عنصر Mn نیز در دماهای پایین تمپر اثر ناچیزی بر مقاومت به نرم شدن دارد. اما در دماهای بالاتر اثر آن تشدید می شود و دلیل آن مشارکت Mn در تشکیل کاربیدها در دمای بالاست.
ورق a516
این عنصر دارای ضریب نفوذ کم بوده و بنابراین درشت شدن کاربیدها را به تعویق می اندازد. حضور توأم Mn و Cr قابلیت تردی بازپخت را افزایش می دهد. اما اگر مقدار Mn در فولاد کمتر از 0/5% باشد فولاد ترد خواهد شد. علاوه بر عنصار آلیاژی ناخالصی ها نیز در بروز این نوع تردی نقش مؤثری دارند. در فولاد ASTM A516 Gr70 حضور عناصر آلیاژی Mn،Gr،Si و Ni تجمع ناخالصی ها از جمله S و P را در مرزدانه های آستنیت تقویت می کند. این تجمع به صورت نوار باریک و پیوسته در امتداد مرزدانه خواهد بود. و همراه با دیگر ناخالصی های به دام افتاده از جمله اکسید آلومینیوم. (آلومینیوم برای اکسیژن زدایی به مذاب فولاد اضافه می شود) باعث افت تافنس می گردد.
مرحلۀ بعدی، سیکل عملیات حرارتی کوئنچ و تمپر در دمای 600 درجه سانتی گراد می باشد. انرژی ضربه حاصل شده در این دمای تمپر. نسبت به دمای تمپر 200 و 400 درجه سانتی گراد افزایش 17/27% داشته است. نمودار تغییرات انرژی ضربه فولاد A516 بر حسب دمای بازپخت که در منابع مختلف موجود نیست. و در حقیقت هدف اصلی پروژه است در شکل 2 ترسیم شده است.
متوسط نتایج تست سختی برای دماهای مختلف تمپر نیز در جدول 3 ارائه شده است. در این جدول مشاهده می شود که انرژی ضربه و سختی کاملاً وابسته به دمای بازپخت است.
ورق a516
تفسیر تصاویر متالوگرافی نشان می دهد که با افزایش دمای بازپخت مورفولوژی مارتنزیت بازپخت شده. خشن تر شده و ساختار به حالت تعادلی (آنیل) نزدیک شده است. و مقدار فریت از سطح به مغز نمونه ها در تمامی دماهای تمپر. خصوصاً دمای تمپر 600 درجه سانتی گراد بیشتر شده. و به نظر می رسد که این تغییر عامل اصلی افزایش انرژی ضربه و کاهش سختی بوده است. از طرفی با توجه به درصدهای نسبتاً کم عناصر آلیاژی کاربید زا اثری از سختی ثانویه. در این فولاد مشاهده نشده است. تصاویر سطح شکست نمونه های ضربه در شکل 3 نشان داده شده است.
سطح شکست نمونه های کوئنچ و تمپر 200 و 400 درجه سانتی گراد. شامل صفحات کلیواژ در جهات کریستالی مشخص می باشد. هرچند آثاری از وجود دیمپل های بسیار ریز مشاهده شده است. که حاکی از شکست نیمه ترد است.
وجود دیمپل های ریز و درشت در نمونه های ضربه کوئنچ. و تمپر 600 درجه سانتی گراد نیز حاکی از شکست کاملاً نرم می باشد. و همچنین وجود ناخالصی ها روی مرزدانه علت جوانه زنی و مشاهده دیمپل های مرزدانه ای است. که شکست نرم را تأیید می نمایند. محل جوانه زنی دیمپل ها ناخالصی های سفید رنگی است که در بعضی از فرورفتگی های دیمپلی مشاهده شده است.
شکل 4 آنالیز عنصری (EDS) دو جزء از ناخالصی های موجود در دیمپل های مشاهده شده است. که حاکی از وجود درصد قابل توجهی از عناصر منگنز، آلومینیوم، گوگرد و آهن می باشد. لذا ناخالصی های سولفید منگنز و آهن و اکسید آلومینیوم مهم ترین مکان جوانه زنی دیمپلی. و ناپیوستگی زمینه مارتنزیتی با ناخالصی ها به حساب می آیند.
نتیجه گیری
1- وجود عناصر آلیاژی نیوبیوم و تیتانیم. عامل به تأخیر انداختن رشد دانه های آستنیت اولیه تا حدود 1000 درجه سانتی گراد. از طریق تشکیل رسوبات کاربونیتریدی و نیتریدی و قفل کردن مرزدانه ها در عملیات آستنیته کردن این فولاد است.
2- عامل پایین بودن انرژی ضربه فولاد کوئنچ و تمپر شده. در دمای 200 درجه سانتی گراد بالا بودن تنش پسماند. ناشی از گرادیان حرارتی در حین کوئنچ و همچنین افزایش تتراگونالیته مارتنزیت لایه ای حاصل شده است.
3- فولاد مورد پژوهش در دمای تمپر 400 درجه سانتی گراد دچار تردی تمپر شده. و این می تواند ناشی از تجمع ناخالصی ها از جمله P و S در مرز دانه های آستنیت باشد. که با حضور عناصر آلیاژی Mn،Mo،Si و Ni تقویت می شود. نتایج حاصل از آزمون ضربه (انرژی ضربه) و نوع شکست کلیواژ. (رخ برگی) نیز این رخداد را به اثبات می رساند.
ورق a516
4- افزایش دمای تمپر باعث افزایش انرژی ضربه ای و کاهش مقدار سختی و گرایش نوع شکست از حالت تردد. و رخ برگی به سمت نیمه ترد و سپس نرم و دیمپلی. (تمپر شده در دمای 600 درجه سانتی گراد) است.
5- ریزساختار فولاد طی عملیات حرارتی کوئنچ و تمپر، مارتنزیت تمپر شده همراه با مقادیر جزئی فریت می باشد. که با افزایش دمای تمپر از 200 به 400 و سپس 600 درجه سانتی گراد. مورفولوژی مارتنزیت تمپر شده خشن تر شده. و با افزایش مقدار جزئی فریت از سطح به مرکز ساختار به حالت تعادلی (آنیل) نزدیک شده است.
6- بیشترین انرژی ضربه (174j) بهترین ریزساختار (مارتنزیت تمپر شده خشن با مقادیر جزئی فریت). و بهترین مد شکست (نرم و دیمپلی) در دمای تمپر 600 درجه سانتی گراد به دست آمده است.
7- آنالیز نقطه ای انجام شده (EDS) با میکروسکوپ الکترونی روبشی بر روی آخال ها نشان می دهد. که محل جوانه زنی و رشد دیمپل های سطح شکست نمونه های ضربه. ترکیبات سولفیدی آهن و منگنز و اکسید آلومینیوم می باشد.
ورق a516
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ورقهای حرارتی همانطور که که از نامشان مشخص میباشد.، به دلیل مقاومت بالای آنها که در مقابل حرارت خود نشان میدهند. شناخته میشوند. در نتیجه این نوع فلز آلیاژی قادر است . مایعات و گازهای با دمای بالا را از خود عبور دهند. ضمناً، این نوع از ورقها، بعلت خصوصیتهای منحصر به فردی که دارا هستند. در مخازن تحت فشار مورد استفاده قرار میگیرند. ورقهای A516-A283– A285 از با اهمیت ترین آلیاژهای آتشخوار یا مخزنی محسوب میشوند.
A285
ASTM A285 گونه ایی از فولاد ساده کربنی است. که برای تجهیزات مخازن تحت فشار جوش داده شده بعنوان دیگ بخار- مخزن ذخیرهسازی- مبدلهای حرارتی و … در نظر گرفته شده است . که دارای ۳ نوع گرید فولادی (گرید A، B، C ) است. مقاومت کششی آن نیز از ۳۱۰ الی ۵۱۵ مگاپاسکال است. بطور معمول صفحه فولادیASTM A285 به صورت نورد شده تحویل داده میشود. A285 از با اهمیت تری آلیاژهای آتشخوار یا مخزنی محسوب میگردد. فولاد ASTM A285 با اشکالی چون : ورقهای فولادی- کویل فولادی،-لوله فولادی تولید میشود .این فولاد از قابلیت جوشپذیری مطلوبی برای جوشکاری ذوبی در تجهیزات مخازن تحت فشار برخوردار است. بطور کلی-ضخامت حداکثر این نوع از ورقها به 50mm محدود است . تا از خاصیت مکانیکی آن اطمینان حاصل گردد.
خصوصیات ورق مخزنی – حرارتی A285
مقاوم در برابر خوردگی – ابعاد دقیق – ضد زنگ – فشار و درجه حرارت بالا را تحمل میکند.- توزیع عالی تنش
کاربرد ورق مخزنی
• مخازن تحت فشار راکتور هستهای
• دیگ بخار و مبدل حرارتی
• توربینهای گازی و بخار
• نیروگاههای حرارتی
• نوار نقاله کشویی
• صنایع شیمیایی
آزمایش تست مخرب و غیرمخرب ورق مخزنی – حرارتی A285
آزمونهایی که روی این ورقها میتواند انجام میشود:
• بررسی خواص مکانیکی مانند کشش
• آنالیزشیمیایی-تجزیه و تحلیل طیف
• آزمایش اشعه ایکس
• تجزیه و تحلیل هیدرواستاتیک
فولادی که این مشخصات را داشته باشد، یک محصول با مقاومت کششی ۶۰ ksi است که از نظر خصوصیات فیزیکی و مکانیکی شبیه به فولاد کربن ۱۰۳۰ ساده است.
مشخصات این نوع ورق
مشخصات ورقهای A285 طبق استاندارد به شرح ذیل است
Standard
AISI, ASTM, BS, DIN, GB, JIS
Thickness
۳ – ۳۰۰ mm
Width
۱۰۰۰ – ۴۰۰۰ mm
Length
۱۰۰۰ -۱۲۰۰۰ mm
این نوع ورق به عنوان ماده قابل جوشکاری در ساخت مخازن تحت فشار و دیگهای بخار با استفاده از جوشکاری ذوبی – یعنی اتصال مواد با ذوب آنها به یکدیگر- استفاده میشود. برای اطمینان از استحکام داخلی این نوع از ورقها با ضخامت حداکثر 50mm در کلیه گریدها ارائه شده است. از آنجا که ASTM A285 استحکام کششی بالایی را نشان نمی دهد.معمولاً در ساخت مخازن ذخیره و مخازن کنترل شده با فشار کم استفاده میشود.
فولاد آلیاژی چیست
فولاد آلیاژی – نام دیگر این نوع فلز (به انگلیسی: Alloy steel) فولادی است که با عناصر گوناگون بصورت آلیاژ درآمده است. برای بهبود ویژگیهای مکانیکی این فلز میتوان از ۱٫۰ تا ۵۰٪ از وزن آن را آلیاژ کرد. آلیاژهای فولاد دو دستهاند: فولاد کمآلیاژ و فولاد پُرآلیاژ. تفاوت میان این دو، میتوان گفت، قراردادی است: اسمیت و هاشمی تفاوت این دو را در ۴٫۰٪ دانستهاند در حالی که گروه دگرمو آن را در ۸٫۰٪ میدانند. در حالت کلی وقتی صحبت از «آلیاژ فولاد» میشود منظور فولاد کمآلیاژ است.
خود این فلز در واقع نوعی آلیاژ است. اما تمام گونههای این نوع فلز را آلیاژ نمیخوانند. سادهترین نوع فولاد که تقریباً میتوان گفت آهن است (نزدیک به ۹۹٪) خود با عنصر کربن آلیاژ شدهاست .
از ترکیب عناصر مختلفت با فولاد و آلیاژسازی، برخی ویژگیهای فولاد کربن مانند مقاومت-سختی – چقرمگی -سایش – سخت شدگی-سختی در دمای بالا.به گونهٔ درخور توجهی بهبود مییابد. برای دستیابی به بعضی از این ویژگیها باید عملیات حرارتی روی فلز انجام شود.
ویژگیهای یادشده در بالا در کاربردهای ویژهای چون پرّههای توربین ،موتور جت ، فضاپیماها و رآکتورهای هسته ای ، بسیار مورد نیاز است. به دلیل ویژگیهای فرومغناطیس آهن، بعضی آلیاژهای فولاد و پاسخی که این آلیاژها در محیط مغناطیسی میدهند، اهمیت ویژهای پیدا میکند. در موتورهای الکترونیکی و ترانسفورماتورها نیز چنین است.
فولاد سردکار
و به عنوان یک فولاد سردکار و پرآلیاژ شناخته می شود. که میزان سختی آن بیشتر از فولاد SPK است .و همین باعث شده در صنایع کاربرد زیادی داشته باشد. این مدل فولاد کاربرد فراوانی دارد که در زیر با آن ها اشاره می کنیم:. برخی از کاربردها تیغه های فولادی برای برش محصولات پشمی قالب های دوره زنی .و سوراخ کاری وسایل خان کشی قالب های کله زنی سرد قالب های ریختگی تحت فشار آلومنیوم قالب های تولید لوله قالب های خان کشی گیج ها ابزارهای چوب بری تحت تنش بالا و بدون نیاز. به چقرمگی خیلی زیاد ابزار پرس در صنایع سرامیک و داروسازی پانچ ها، برقوها نازل های سند بلاست تیغه های برش صفحات نوارهای فولادی تا ضخامت 3 میلیمتر.
شرکت خشکه و فولاد پایتخت صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
فولاد 4140-Mo40-در این تحقیق، ابتدا نمونه فولاد 4140. در دمای 850 درجه سانتی گراد به مدت 1 ساعت حرارت داده شدند. سپس در دمای 720 درجه سانتی گراد به مدت سه دقیقه نگهداری و به حمام نمک. با دماهای متفاوت 380-400-420- و 450 درجه سانتیگراد به مدت 4 دقیقه منتقل و در نهایت در آب کوئنچ گردیدند. بر اساس نتایج تست کشش با افزایش دمای حمام نمک. (دمای آستمپرینگ) مقادیر استحکام تسلیم، استحکام کششی. و ازدیاد طول کاهش می یابد. شکست نگاری نمونه های تست کشش با میکروسکوپ،. استریو نشان داد که با افزایش دمای حمام نمک،. سطح شکست از نرم به ترد تغییر می کند.
فولاد 4140-مقدمه
فولادهای سه فازی شامل کسر حجمی مشخصی از فازهای با استحکام بالا. مانند مارتنزیت و بینیت بوده که در زمینه نرم فریتی توزیع شده اند. زمینه نرم فریتی در این فولادها منجر به انعطاف پذیری بالا میشود،. در حالیکه استحکام و چقرمگی آنها به حضور جزایر سخت مارتنزیت. و بینیت در زمینه یاد شده بر میگردد. ترکیب استحکام و چقرمگی مناسب به همراه فرآیند تولید ساده این دسته از فولادها. آنها را بعنوان گزینه ای مناسب برای کاربرد در صنایع خودرو سازی و هوافضا مطرح کرده است. علاوه بر این، برخی دیگر از خواص مکانیکی مانند رفتار تسلیم پیوسته و نرخ کار سختی بالا،. این فولادها را نسبت به سایر فولادها متمایز می نماید.
اگرچه فولادهای کم آلیاژ استحکام بالا HSLA دارای استحکامی بالاتر از فولادهای فریتی – پرلیتی هستند اما شکل پذیری آنها. با مشکلات فراوانی رو به رو است، لذا انعطافپذیری مورد نیاز در طراحی قطعات با اشکال پیچیده،. استفاده از این فولادها را شدیداَ با محدودیت مواجه می کند. نتیجه این امر افزایش روز افزون کاربردهای فولادهای دو و سه فازی است.
بختیاری و اکرامی طی تحقیقی تأثیر مورفولوژی بینیت را بر خواص مکانیکی فولاد 4340. دو فازی فریتی-بینیتی بررسی و گزارش کردند مورفولوژی بینیت تابعی از دمای آستمپرینگ است. در دماهای بالا آستمپرینگ و نزدیک به دمای تشکلیل پرلیت،. ریز ساختار بینیت شامل بینیت بالا و توفال شکل است. و در دماهای پایین و نزدیک به دمای تشکیل مارتنزیت،. ریز ساختار بینیت شامل بینیت پایین و سوزنی شکل است که ترکیبی ا بهترین خواص (استحکام تسلیم،. استحکام کششی، ازدیاد طول، چقرمگی شکست و سختی) با مورفولوژی بینیت پایین. در دمای آستمپرینگ 350 درجه سانتیگراد حاصل می شود.
زارع و اکرامی با بررسی اثر کسر حجمی مارتنزیت بر خواص کششی فولادهای سه فازی. در دماهای پایین آستمپرینگ، نتیجه گرفتند که افزایش کسر حجمی مارتنزیت استحکام را افزایش میدهد.
وارشنی و همکارانش انعطافپذیری و استحکام فولادهای سه فازی شامل فریت، بینیت و آستنیت باقی مانده. را بررسی کردند و نتیجه گرفتند که با افزایش دمای آستمپرینگ. و همچنین افزایش سرعت کوئنچ کردن، استحکام تسلیم و استحکام کششی کاهش می یابد.
هاوران و همکارانش رابطه بین ریز ساختار بینیت و خواص مکانیکی فولادهای سه فازی کم آلیاژ. را بررسی کردند و گزارش دادند که ابا افزایش دمای کوئنچ،. از حجم فازهای بینیت و مارتنزیت کاسته و در نتیجه استحکام تسلیم و استحکام کششی کاهش می یابد.
تحقیق حاضر تأثیر دمای آستمپرینگ بر خواص کششی فولاد سه فازی فریت – بینیت-مارتنزیت. از جنس 4140 را مورد بررسی قرار میدهد.
مواد و روش انجام آزمایش
ماده اولیه مورد استفاده در این تحقیق بصورت میل گرد فولادی با قطر 10 میلی متر بود. آنالیز کوانتومتری این فولاد نشان میدهد که ترکیب آن مطابق با فولاد ASIS 4140 است. بررسی های متالوگرافی این فولاد با میکروسکوپ الکترونی روبشی میدانی مدل XMU mira 3 ساخت آلمان. و اچ شده با محلول تایتال 2 درصد نشان داد که ریز ساختار آن فریتی – پرلیتی می باشد.
برای ایجاد ریز ساختار فریت – بینیت – مارتنزیت، ابتدا نمونه ها در دمای 850 درجه سانتیگراد. بمدت 60 دقیقه نرماله و سپس در 720 درجه سانتیگراد به مدت 3 دقیقه نگهداری شدند. پس از آن برای تشکیل مورفولوژی های مختلف بینیت، در حمام نمک با دماهای متفاوت 380، 400،420،450 درجه سانتیگراد. به مدت 4 دقیقه نگهداری و در آب کوئنچ شدند.
دماها و زمان های مذکور بر اساس نمودار دما – زمان – استحاله T-T-T فولاد 4140 انتخاب گردیده است. برای مثال در دماهای بالاتر از 720 درجه سانتیگراد، زمان اتمام استحاله در منطقه دوفازی فریت – آستنیت بسیار طولانی است. در دماهای کمتر از آن زمان استحاله خیلی کوتاه است و امکان تشکیل ریز ساختار کاملا فریتی وجود دارد. در نتیجه بهترین دما برای دو فازی کردن، دمای 720 درجه سانتیگراد می باشد.
که در این دما طبق نمودار T-T-T با گذشت زمان 3 دقیقه، در منطقه دو فازی هستیم. انتخاب محدوده دمایی 380 تا 450 درجه سانتیگراد به این دلیل است که. این محدوده دمایی، پایین تر از دمای تشکیل پرلیت و بالاتر از دمای تشکیل مارتنزیت می باشد. انتخاب زمان 4 دقیقه در این دما برای اطمینان از تشکیل بینیت است. در این تحقیق، از کوره عملیات حرارتی الکتریکی مدل AZAR 1250 ساخت ایران. و کوره حمام نمک مدل SAMIN 1250 ساخت ایران. و نمک مذاب AS140 استفاده گردید. با انتخاب نمک مناسب از تغییر ترکیب شیمیایی قطعه در حمام نمک جلوگیری میشود حمام نمک. موجب تغییر دمای کل قطعه با سرعت یکسان می گردد. نمونه های تست کشش با استاندارد ASTM E8/E8M آماده سازی. و توسط دستگاه یونیورسال با سرعت 1 میلیمتر بر دقیقه تحت آزمون قرار گرفتند.
نتایج و بحث
مطالعه ریز ساختار نمونه های عملیات حرارتی شده با میکروسکوپ الکترونی روبشی. (تصویر برداری توسط الکترون های ثانویه نشان داد با توجه به انتخاب دماهای مختلف آستمپرینگ. 380، 400، 420 و 450 درجه سانتیگراد، بینیت تشکیل شده در ساختار سه فازی، مورفولوژی های مختلفی دارد. دو فاز مارتنزیت و بینیت به صورت تیغه های روشن و فاز فریت (فاز زمینه) به رنگ تیره دیده میشود.
مشاهده ریز ساختار نمونه های عملیات حرارتی شده
مشاهده ریز ساختار نمونه های عملیات حرارتی شده و استفاده از نرم افزار. آنالیز تصویری MIP 4 student نشان داد که حجم فریت در تمامی آنها مقدار ثابت 33/4 درصد است. در نتیجه حجم فازهای سخت مارتنزیت و بینیت 66/6 درصد می باشد.
فولاد 4140
تصاویر میکروسکوپ الکترونی با بزرگنمایی یکسان از فاز بینیت در نمونه های آستمپرینگ شده در دماهای مختلف را نشان میدهد. الف- وجود تیغه های موازی سوزنی شکل بینیت در نمونه آستمپرینگ شده. در دمای 380 درجه سانتیگراد قابل مشاهده است این ساختار با توجه به دمای آستمپرینگ. نزدیک به Ms، ساختار بینیت پایین است. ب-تیغه های موازی سوزنی شکل به همراه صفحات ضخیم از سمنتیت و فریت را نشان میدهد. که نشانگر مخلوط بینیت بالا و بینیت پایین در نمونه عملیات حرارتی شده. در دمای آستمپرینگ 400 درجه سانتی گراد است.
ج- مورفولوژی بینیت در دمای آستمپرینگ 420 درجه سانتیگراد را نشان می دهد. در این تصویر فقط بینیت بالایی که متشکل از لایه های ضخیم سمنتیت و فریت می باشد قابل مشاهده است. د- نشان میدهد که مورفولوژی بینیت در دمای آستمپرینگ 450 درجه سانتیگراد. همانند دمای 420 درجه سانتیگراد است با این تفاوت که صفحات سمنتیت موجود در بینیت بالایی. در دمای 450 درجه سانتیگراد، ضخیم تر می باشند.
مقادیر استحکام تسلیم، استحکام کششی نهایی و ازدیاد طول نسبی نمونه ها ارائه شده است. الف و ب نشان میدهد که استحکام تسلیم و استحکام کششی نهایی با افزایش دمای آستمپرینگ. در اثر تغییر مورفولوژی از بینیت پایین با مورفولوژی سوزنی شکل به بینیت بالا با مورفولوژی توفال شکل. شامل لایه های ضخیم سمنتیت، کاهش می یابد. ج- افزایش دمای آستمپرینگ، درصد ازدیاد طول نسبی را کاهش میدهد. که این مطلب در توافق با تغییر مورفولوژی بینیت پایین به بینیت بالا میباشد.در واقع یکی از ویژگیهای خوب مورفولوژی بینیت پایین، علاوه بر استحکام بالای آن، بالا بودن چقرمگی آن است.
سطح زیر نمودار تنش- کرنش معیار خوبی برای مقایسه چقرمگی مواد از طریق تست کشش می باشد. افزایش سطح زیر منحنی تنش-کرنش، گویای چقرمگی بالاتر و رفتار نرم تر ماده در مقابل شکست است. نمودار تنش – کرنش نمونه های آستمپرینگ شده در دماهای مختلف مشخص است. همانطور که مشخص است، مساحت زیر نمودار با افزایش دمای آستمپرینگ کاهش می یابد،. لذا میتوان نتیجه گرفت که بینیت پایین علاوه بر استحکام بالا دارای چقرمگی بالاتری نیز است.
تصاویر میکروسکوپ استریو از سطوح شکست
تصاویر میکروسکوپ استریو از سطوح شکست نمونه های تست کشش آستمپرینگ شده در دماهای مختلف. را نشان میدهد سطح شکست نمونه آستمپرینگ شده در دمای 380 درجه سانتیگراد. دارای علائم شعاعی با الگوی ستاره ای شکل به همراه لبه برشی می باشد. که مشخصه سطح شکست نرم است. این شکل دارای بزرگترین لبه برشی می باشد که نشان دهنده آن است که در این نمونه. بیشترین باریک شدگی (حالت گلویی در تست کشش) و در نتیجه. بیشترین تغییر شکل پلاستیک قبل از شکست رخ داده است. هرچقدر عمق و ضخامت علائم شعاعی زیادتر باشد، رفتار شکست، نرم تر خواهد بود.
حجم برآمدگی الگوهای ستاره ایی -الف-کمتر شده و منطقه لبه برشی آن نیز کوچکتر شده است. که نشان از رفتار ترد تر نمونه آستمپرینگ شده در دمای 400 درجه سانتیگراد. نسبت به دمای 380 درجه سانتیگراد دارد. ج و د، الگوی ستاره ای شکل و همچنین مناطق لبه برشی حذف شده است. که گویای وقوع شکست ترد و عدم گلویی شدن این نمونه ها است. این مشاهده ها با نتایج ازدیاد طول نسبی به دست آمده از تست کشش مطابقت دارد.
نتیجه گیری
در این تحقیق چند سیکل عملیات حرارتی با دمای آستمپرینگ مختلف. 380،400،420 و 450 درجه سانتیگراد بر روی نمونه فولاد 4140 برای ایجاد ساختار سه فازی. فریت-بینیت-مارتنزیت مورد بررسی قرار گرفت
نتایج مشاهده ریزساختاری و تست کشش نشان دادند که:
1- در بازه دمایی 380 تا 450 درجه سانتیگراد، مورفولوژی بینیت از بینیت پایین سوزنی شکل. به بینیت بالا لایه ای و توفال شکل تغییر می یابد.
2- با افزای دمای آستمپرینگ، مقادیر استحکام تسلیم، استحکام کششی نهایی. و ازدیاد طول نسبی کاهش می یابند که متأثر از تغییر مورفولوژی بینیت است.
3- سطح زیر منحنی تنش – کرنش نمونه آستمپرینگ شده در دمای 380 درجه سانتیگراد. بیش از سایر نمونه ها است که نشان از چقرمگی بالاتر این نمونه دارد. و بررسی های شکست نگاری نیز رفتار شکست نرم تر این نمونه نسبت به سایر نمونه ها را تأیید کرد.
آموزشکده فنی و حرفه ای سماد دانشگاه آزاد اسلامی واحد دزفول
شرکت خشکه و فولاد پایتخت صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶